Directiva 86/278/CEE
del Consejo, de 12 de junio de 1986, relativa a la protección del medio
ambiente y, en particular, de los suelos, en la utilización de los
lodos de depuradora en agricultura
SÍNTESIS
¿QUÉ HACE ESTA DIRECTIVA?
La presente Directiva establece las normas que
regulan el uso de lodos de depuradora como fertilizante por parte de los
agricultores, para evitar los efectos nocivos para el medio ambiente y
el ser humano al poner en peligro la calidad de los suelos o de las aguas superficiales y subterráneas.
Con este propósito, la Directiva establece límites a las concentraciones permitidas en los suelos de siete metales pesados que pueden ser tóxicos para las plantas y las personas:
—
cadmio,
—
cobre,
—
níquel,
—
plomo,
—
zinc,
—
mercurio,
—
cromo.
La Directiva prohíbe el uso de lodos de depuradora que dejen concentraciones que superen estos límites.
PUNTOS CLAVE
Los límites específicos figuran en los anexos de la Directiva:
—
anexo IA: metales pesados en los suelos;
—
anexo IB: metales pesados en los lodos;
—
anexo IC: cantidades máximas anuales de estos metales pesados que pueden aportarse a los suelos.
Normalmente, los lodos deben tratarse
antes de utilizarse para la agricultura. Sin embargo, algunos países de
la Unión Europea (UE) pueden permitir que los agricultores utilicen
lodos no tratados cuando se inyecten o entierren en el suelo.
En ciertas situaciones, queda totalmente prohibida la utilización de lodos para la agricultura:
—
en pastos o en cultivos para pienso
que van a ser objeto de pastoreo y durante un mínimo de tres semanas
antes de la cosecha de los cultivos;
—
en cultivos hortícolas y frutícolas durante el período de vegetación, con la excepción de los cultivos de árboles frutales;
—
en suelos destinados a cultivos
hortícolas o frutícolas que estén normalmente en contacto directo con el
suelo y que se consuman normalmente en estado crudo. Esta prohibición
se aplica durante un período de diez meses antes de la cosecha y durante
la propia cosecha.
Las autoridades nacionales deben velar por que los agricultores no superen los límites legales al utilizar lodos, obtener muestras y analizar los lodos y los suelos en que se usan, y mantener un registro de:
—
las cantidades de lodo producidas y las que se dedican a la agricultura;
—
la composición y las características de los lodos;
—
el tipo de tratamiento realizado;
—
dónde y quién los utiliza.
La Comisión Europea publica un informe periódico
sobre la utilización de los lodos en la agricultura de la UE, en el que
se recopila la información facilitada por cada país sobre esta
cuestión.
*Lodos de depuradora: los lodos salidos
de plantas depuradoras de residuos domésticos o urbanos, fosas sépticas e
instalaciones similares para el tratamiento de aguas residuales.
*Lodos tratados: los lodos tratados por
vía biológica, química o térmica, mediante almacenamiento a largo plazo o
por cualquier otro procedimiento apropiado, de manera que se reduzca,
de manera significativa, su poder de fermentación (reduciendo sus
riesgos para la salud).
A fin de controlar las emisiones industriales, la
Unión Europea (UE) ha desarrollado un marco general basado en permisos
integrados. Esto significa que los permisos deben tener en cuenta todo
el comportamiento medioambiental de una instalación para evitar que la
contaminación se transfiera de un medio, como la atmósfera, el agua o el
suelo, a otro. Debe darse prioridad a la prevención de la contaminación
interviniendo en la fuente y asegurando una gestión y un uso prudentes
de los recursos naturales.
ACTO
Directiva 2010/75/UE
del Parlamento Europeo y del Consejo, de 24 de noviembre de 2010, sobre
las emisiones industriales (prevención y control integrados de la
contaminación).
SÍNTESIS
A fin de controlar las emisiones industriales, la
Unión Europea (UE) ha desarrollado un marco general basado en permisos
integrados. Esto significa que los permisos deben tener en cuenta todo
el comportamiento medioambiental de una instalación para evitar que la
contaminación se transfiera de un medio, como la atmósfera, el agua o el
suelo, a otro. Debe darse prioridad a la prevención de la contaminación
interviniendo en la fuente y asegurando una gestión y un uso prudentes
de los recursos naturales.
¿QUÉ HACE ESTA DIRECTIVA?
Refunde siete actos legislativos anteriores sobre
emisiones industriales, establece normas para prevenir y controlar la
contaminación en la atmósfera, el agua y el suelo, y para evitar la
generación de residuos procedentes de grandes instalaciones
industriales.
PUNTOS CLAVE
—
La legislación abarca las siguientes
actividades industriales: energía, producción y transformación de
metales, minerales, productos químicos, gestión de residuos y otros
sectores, como la producción de pulpa y papel, los mataderos y la cría
intensiva de aves de corral y cerdos.
—
Todas las instalaciones incluidas en
la Directiva deben prevenir y reducir la contaminación aplicando las
mejores técnicas disponibles * (MTD), un uso eficiente de la energía, la
prevención y la gestión de residuos, y medidas para evitar accidentes y
limitar sus consecuencias.
—
Dichas instalaciones solo podrán funcionar si disponen de un permiso y deberán cumplir las condiciones establecidas en este.
—
Las conclusiones sobre las MTD
adoptadas por la Comisión sirven de referencia para el establecimiento
de las condiciones de los permisos. Los valores límite de emisión deben
establecerse en un nivel que garantice que las emisiones contaminantes
no superarán los niveles asociados con el uso de las MTD. Sin embargo,
podrán superarlos si se demuestra que, al hacerlo, los costes serían
desproporcionados en comparación con las ventajas medioambientales.
—
Es necesario que las autoridades competentes lleven a cabo inspecciones regulares de las instalaciones.
La determinación del tiempo de refrigeración constituye un elemento de
importancia práctica ya que permite conocer el tiempo necesario para que
un producto alcance una temperatura dada en su centro térmico partiendo
de una temperatura inicial, una temperatura del medio de enfriamiento,
configuración geométrica, tipo de envase, etc. Este resultado puede
emplearse en el cálculo de la carga por productos correspondiente a la
carga térmica.
Una vía que puede utilizarse para la determinación de este tiempo la
constituye un método gráfico. Este se basa en gráficos para cada una de
las formas geométricas sencillas, esferas, paralelepípedos y cilindros,
donde se relacionan un factor de temperatura, el número de Fourier que
relaciona la difusividad térmica, el tamaño del producto y el tiempo de
enfriamiento, y el número de Biot que relaciona el coeficiente de
transferencia de calor, la conductividad y el espesor del producto.
El método antes descrito supone que la transferencia de calor es
unidireccional. Cuando la transferencia de calor se desarrolla en más de
una dirección, la obtención del citado tiempo conduce a series
infinitas, quedando demostrada la posibilidad de limitarse sólo al
primero de sus términos. Para el trabajo práctico se han preparado
tablas y figuras, las que de manera rápida y sencilla permiten
determinar el tiempo de enfriamiento.
Este método se basa en la combinación de la transferencia de calor
unidireccional desarrollada en figuras geométricas sencillas como la
esfera y el cilindro. Así, para un cilindro de longitud finita donde la
transferencia de calor se efectúe en los sentidos radial y longitudinal,
el método combina la solución del cilindro para el primero y la lámina
para el segundo. En el caso de un paralelepípedo se combina las
soluciones correspondientes a tres láminas.
Este último brindará resultados más precisos en la medida que la figura geométrica se acerca más a una figura regular.
Características del agua
El agua es el constituyente más abundante en la mayoría de los alimentos
en estado natural por lo que desempeña un papel esencial en la
estructura y demás caracteres de los productos de origen vegetal y
animal.
El agua presente en un alimento puede estar como agua libre o como agua
ligada. Esta última puede estar más o menos fuertemente unida de manera
compleja a otros constituyentes. Es por ello que el estado del agua
presente en un alimento es tan importante para su estabilidad como su
contenido total, ya que de ello dependerá su aptitud para el deterioro.
El agua constituye un disolvente para las numerosas especies químicas
que pueden difundirse y reaccionar entre ellas. El agua también puede
difundirse y participar en diversas reacciones, especialmente las de
hidrólisis. La introducción en el agua de distintas especies químicas en
solución o en suspensión coloidal da lugar a las denominadas
propiedades coligativas, las cuales dependen del número de moléculas
presentes. En tal sentido pueden citarse el descenso de la presión de
vapor, elevación del punto de ebullición, descenso del punto de
congelación, descenso de la tensión superficial, aumento de la
viscosidad y gradientes de presión osmótica a través de membranas
semipermeables, entre otras. Estas propiedades determinan el
comportamiento de los alimentos.
Las moléculas del agua en el estado sólido están ligadas entre sí por
enlaces de hidrógeno, lo que da origen a la formación de polímeros de
estructura cristalina en el que cada molécula está unida a otras cuatro.
Los diversos agentes influyen de modo diferente sobre la estructura del
agua. Así, por ejemplo, los electrolitos como Na+, K+, Cl-, fuertemente
hidratados en solución disminuyen el número de enlaces de hidrógeno
entre las moléculas de agua. Las sustancias en solución capaces de
formar enlaces de hidrógeno por sí mismas y pueden modificar la
asociación entre las moléculas de agua de acuerdo con su compatibilidad
geométrica con la red existente.
El agua a su vez modifica propiedades tales como la estructura, difusión, reactividad, etc., de las sustancias en solución.
La actividad del agua es una medida de la mayor o menor disponibilidad
del agua en los diversos alimentos, la cual se define por el descenso de
la presión parcial del vapor del vapor de agua:
aw = pw / po
donde pw es la presión parcial del vapor de agua del alimento y po es la presión de vapor del agua pura a la misma temperatura.
La actividad de agua constituye una medida relativa con respecto a un
estado estándar tomado como comparación. El estado estándar escogido es
el del agua pura la cual su actividad se toma igual a la unidad, por lo
cual la actividad de un alimento es siempre menor que la unidad. Esto es
debido a que las especies químicas presentes disminuyen la capacidad de
vaporización del agua.
Bombas compactas para vacío, rotativas a paletas en baño de aceite de
dos etapas, diseñadas y desarrolladas específicamente para servicios de
aire acondicionado y refrigeración.
Su diseño de vanguardia y la moderna tecnología empleada en su
fabricación permiten obtener un producto de altísima calidad con el cual
se consiguen altos niveles de vacío y tiempos de evacuado reducidos.
Características de las bombas para refrigeración
Entre las principales características con las que cuentan las bombas para refrigeración, se encuentran:
Válvula de bloqueo
Permite aislar la bomba del sistema en el cual se está produciendo vacío.
Capacidad para varios refrigerantes
Puede ser utilizada con los gases tradicionales R-12, R-22, R-500 y
R-502, al igual que con el sistema R-134a y otros de nueva generación.
Manija anatómica de transporte
Puño de diseño ergonómico para posibilitar un agarre seguro durante el traslado, que a la vez actúa como escape de gases.
Gas Ballast
Permite introducir en la bomba una pequeña cantidad de aire atmosférico,
previniendo la condensación de la humedad y ayudando a prolongar la
vida útil del aceite. A su vez, lo anterior mejora la eficiencia del
bombeo.
Alto vacío final
Por su diseño de dos etapas se logra obtener una calidad de vacío muy
elevada, asegurando la eliminación de la humedad, mientras que la alta
capacidad de bombeo reduce el tiempo de evacuación.
Motor eléctrico (110/220 V 50/60 Hz)
Los motores están diseñados para voltajes y frecuencias de trabajo variables.
Energías: 110/240 volts, 50/60 Hertz con una variación de +/- 10% del valor nominal (ver placa del motor).
Arranque por capacitor y protector térmico incorporado
Interruptor ON-OFF
Este switch permite independizar la puesta en marcha y detención de la
conexión a la alimentación de red eléctrica. También cuenta con un
práctico y seguro switch selector de voltaje y con un conector (IEC)
apto para recibir cualquier cable normalizado.
El subenfriamiento es
un término muy usado en el campo de la refrigeración y es una de las
herramientas técnicas de las que dispone el mécanico tanto para
diagnosticar problemas o para verificar la eficiencia de un equipo
frigorífico.En este artículo se describen las ventajas del mismo y sobre todo, el efecto de este en el rendimiento del compresor y del sistema en forma global.
Cuando ocurre el subenfriamiento, este no afecta al volumen específico
del vapor que ingresa al compresor, su condición sigue siendo la misma
que cuando no se tiene subenfriamiento. Dado que el subenfriamiento
incrementa el efecto frigorífico, de igual manera aumentará la capacidad
frigorífica del compresor. Este aumento en el rendimiento frigorífico
de ninguna manera aumenta el requerimiento de potencia del compresor.
Podemos afirmar entonces, que el subenfriamiento aumenta la performance
del compresor.
Está comprobado que el volumen del
vapor aspirado por el compresor es menor para el ciclo subenfriado que
para el ciclo saturado. Esto significa un menor desplazamiento del
compresor en condiciones de subenfriamiento.
Examinando el calor de compresión requerido para el ciclo subenfriado y
saturado, se ha observado que es el mismo para ambos ciclos. Por lo
tanto, el aumento del efecto frigorífico alcanzado como consecuencia del
subenfriamiento se logra sin alterar el suministro de energía al
compresor. Como consecuencia de ello, se incrementa el coeficiente de
rendimiento del ciclo y se reduce la potencia necesaria.
Beneficios del subenfriamiento
Dado que el subenfriamiento aumenta el rendimiento frigorífico, el
compresor y la unidad condensadora pueden ser de menor tamaño, con el
consiguiente resultado de un incremento en la eficiencia global del
sistema y un descenso en la demanda de energía eléctrica.
El subenfriamiento previene la formación de flash gas a la entrada del dispositivo de expansión.
Un estudio del año 1992 ha demostrado que la mejora es mayor en sistemas que usan refrigerantes alternativos.
En algunos casos, el consumo eléctrico disminuye.
Provee refrigerante en estado 100 % líquido a la entrada del dispositivo de expansión.
Aumenta la eficiencia del evaporador, ya que no ingresa flash gas al mismo.
El subenfriamiento es una herramienta
invaluable para diagnosticar un equipo frigorífico. Un valor incorrecto
de subenfriamiento puede ser indicativo de sobrecarga o poca carga de
refrigerante, restricción en la línea de líquido, o flujo de aire
insuficiente a través del condensador.
Por ejemplo, una lectura
muy baja de subenfriamiento puede indicar que el refrigerante no ha
perdido suficiente calor durante su viaje a través del condensador. Las
posibles causas para esta condición incluyen flujo insuficiente de aire a
través del condensador, problemas con el dispositivo de expansión
(desajuste), o poca carga de refrigerante en el equipo.
Un
subenfriamiento excesivo significa que el refrigerante ha sido enfriado
más de lo normal. Las posibles explicaciones para esta anomalía pueden
ser sistema sobre cargado de refrigerante, restricción en el dispositivo
de expansión, o falla en el control de presión de descarga durante
condiciones de baja temperatura exterior.
Consideraciones acerca del subenfriamiento
Un bajo flujo de aire o un evaporador sucio pueden elevar el
subenfriamiento. Un condesador sucio puede disminuir el subenfriamiento.
Un orifico muy grande (dispositivo de expansión) puede hacer descender
el subenfriamiento y visceversa.
Para calcular de manera correcta el subenfriamiento, debe tomarse la
temperatura de la línea de líquido y no de la línea de descarga.
Cuando se mide la temperatura de la línea de líquido, debe
asegurarse de que se ha aislado correctamente el sensor del termómetro
para obtener una lectura exacta.
Asegúrese de que el manómetro de alta presión esté en condiciones
adecuadas de uso. Pequeñas desviaciones pueden provocar un error en el
cálculo.
Entre las diversas aplicaciones en los que se usa el capacitor
podemos mencionar: en circuitos eléctricos, en los motocompresores, en
el rubro de la refrigeración y el aire acondicionado, ventiladores, etc.
Los motores del tipo monofásico el uso capacitor puede mejorar su
arranque, ruido, eficiencia y factor de potencia.
A continuación, presentamos una tabla que servirá como orientación para la elección del capacitor adecuado.
Recomendamos efectuar las pruebas pertinentes antes de realizar el cambio o adaptación definitiva.
Tabla de capacitores electrolíticos para arranque de motores monofásicos en 110 y 220 V.C.A.
CAPACIDAD (uf)
APLICACIÓN
60 - 70
        Motores de 1/8 HP        Â
Las primeras aplicaciones industriales de los principios termodinámicos de la absorción de un vapor por un líquido, con el fin de conseguir la refrigeración de otro líquido, datan de los primeros años 30.
La comercialización a mayor escala de plantas frigoríficas de absorción con ciclo Amoniaco-Agua
comienzan en los 40 y la puesta en el mercado de las primeras plantas con ciclo agua-Bromuro de Litio tiene lugar a principio de los 50. Los ciclos de absorción se basan físicamente en la capacidad que tienen algunas sustancias, tales como el agua y algunas sales como el Bromuro de Litio, para
absorber, en fase líquida, vapores de otras sustancias tales como el Amoniaco y el agua, respectivamente.
FUNDAMENTOS FISICOS
A partir de este principio es posible concebir una máquina en la que se produce una evaporación con la consiguiente absorción de calor, que permite el enfriamiento de un fluido secundario en el intercambiador de calor que actúa como evaporador, para acto seguido recuperar el vapor producido
disolviendo una solución salina o incorporándolo a una masa líquida. El resto de componentes e intercambiadores de calor que configuran una planta frigorífica de Absorción, se utilizan para transportar el vapor absorbido y regenerar el líquido correspondiente para que la evaporación se produzca de una manera continua.
En los ciclos de absorción hablamos siempre de agente absorbente, designando así a la sustancia que absorbe los vapores, y de agente refrigerante, o agente frigorífico, a la sustancia que se evapora y da
lugar a una producción frigorífica aprovechable. Serían absorbentes el agua y la solución de Bromuro de Litio, y refrigerantes el Amoniaco y el agua destilada, en los ciclos de absorción Agua-Amoniaco y Bromuro de Litio-Agua, respectivamente.
Para conseguir una mejor compresión del funcionamiento de un ciclo de absorción, haremos una comparación entre este y un ciclo de refrigeración por compresión mecánica, de uso más extendido
y, por tanto mas conocido a todos los niveles técnicos.
En un ciclo de compresión mecánica, los vapores del agente frigorígeno (como debe ser denominado) que se producen en el evaporador de la máquina dando lugar a la producción frigorífica, son aspirados por un compresor que ejerce las funciones de transportar el fluido y de elevar su nivel de entalpía. El vapor comprimido a alta presión y con un elevado nivel térmico se entrega a un intercambiador de calor, el condensador, para que ceda su energía a otro fluido, que no es utilizable
para la producción frigorífica, y cambie de estado, pasando a ser líquido a alta presión y temperatura, y por lo tanto tampoco utilizable para la producción frigorífica. Este líquido relativamente caliente
se fuerza a pasar a través de un dispositivo en el que deja parte de la energía que contiene, por fricción mecánica fundamentalmente, y a partir del cual entra en una zona del circuito frigorífico en la que la presión se mantiene sensiblemente mas baja, debido a que el compresor está aspirando
de ella, que la presión de saturación que correspondería en el equilibrio a la temperatura a la que se encuentra el agente frigorígeno en estado líquido.
Este desequilibrio entre las presiones y temperaturas de saturación y las reales a las que el refrigerante se encuentra, origina la evaporación parcial del líquido, que toma el calor latente de cambio de estado de la masa del propio líquido, enfriándola hasta la temperatura de saturación que corresponde a la presión a la que se encuentra, punto en el que la evaporación se interrumpe. El
refrigerante en estado líquido a baja temperatura entra en el evaporador, donde se evaporará, cerrando así el ciclo frigorífico.
En la máquina de absorción se produce un proceso similar: El refrigerante, agua o amoniaco, se evapora en el evaporador tomando el calor de cambio de estado del fluido que circula por el interior del haz tubular de este intercambiador. Los vapores producidos se absorben por el absorbente, agua o
solución de bromuro de litio, en un proceso de disolución endotérmico que requiere de refrigeración externa para que la solución se mantenga en condiciones de temperatura correctas y no aumente la presión en la cámara en la que se produce la absorción y que se denomina Absorbedor. En este circuito de refrigeración externa se utilizan normalmente torres de refrigeración de agua de tipo abierto o cerrado.
El agua enfriada en la torre se hace circular a través del interior del haz tubular de otro intercambiador que se encuentra situado en el interior de la cámara del absorbedor y sobre el que se rocía el absorbente para facilitar el proceso de la absorción. La masa de absorbente conteniendo
el refrigerante absorbido se transporta, mediante bombeo, hasta otro intercambiador de calor cuya función es separar el refrigerante del absorbente, por destilación del primero. Este intercambiador
de calor se denomina Concentrador o Generador y es de tipo inundado. Por su haz tubular se hace circular el fluido caliente, normalmente agua o vapor de agua, que constituye la fuente principal de energía para el funcionamiento del ciclo de absorción, y que procede como efluente de cualquier
tipo de proceso en el que se genere calor residual.
En el concentrador se produce la ebullición del refrigerante, que se separa del absorbente y que como consecuencia aumenta su concentración, en el caso de solución salina, o su pureza cuando se trata de
agua, para que pueda ser utilizadode nuevo en el proceso absorbente vuelve al absorbedor siguiendo un camino mas o menos diferente según cada tipo de máquina, mientras que el flujo de vapores del refrigerante destilado en el concentrador pasa, por simple diferencia de presión, a otro intercambiador
de calor por el interior de cuyo haz tubular circula agua procedente también de la torre de refrigeración, y que se denomina condensador porque alrededor de su haz tubular se produce la condensación de los vapores del agente frigorífico para volver al estado líquido.
El líquido obtenido en el condensador se canaliza hacia la cámara de evaporador, por gravedad y por diferencia de presión, ya que esta se encuentra a una presión inferior a la de la cámara del condensador. Cuando el líquido llega a la cámara del evaporador sufre un fenómeno idéntico al comentado en la descripción hecha del ciclo de compresión mecánica, y se evapora parcialmente, llevando la temperatura de la masa del líquido a la temperatura de saturación que corresponde a la
presión en la que la cámara del evaporador se encuentra. De esta forma, el líquido frío está en condiciones de tomar calor del fluido que circula por el interior del haz tubular del evaporador, hasta evaporarse, cerrando así su ciclo1.
Si comparamos ambos ciclos, comprenderemos que en el de absorción los intercambiadores de calor del Absorbedor y del Condensador, junto con la bomba o bombas que hacen la función de transporte del absorbente, equivalen a su trabajo al compresor del ciclo de compresión mecánica. Mientras
que en el evaporador, condensador y dispositivo de expansión de las máquinas de absorción se desarrollan procesos similares, por no decir idénticos, a los que tienen lugar en sus homónimos del ciclo de compresión mecánica.
Sería válido referirse al Concentrador y Condensador de la máquina de absorción como Sector de Alta Presión, y al Absorvedor y Evaporador como Sector de Baja Presión, siguiendo la similitud con el ciclo de compresión mecánica.
AMBITO REGLAMENTARIO
Nuestra Reglamentación no hace referencias muy explícitas a las aplicaciones de plantas frigoríficas y sistemas de Absorción.
El anterior Reglamento de Instalaciones de Calefacción, Climatización y Agua Caliente Sanitaria(2), en su IT.IC, 11.4.3., establecía una relación simple de los componentes que debían incorporar las
plantas de absorción, así como de los controles mínimos que deberían estar disponibles en cada equipo.
La IT.IC. 04.2.3., en su apartado d), se refería específicamente a los sistemas de absorción, autorizando su utilización exclusivamente cuando se dispusiera de una fuente de energía térmica gratuita o residual de carácter permanente o bien cuando no existiera posibilidad de utilización de energía eléctrica, o en casos excepcionales expresamente autorizados.
En todos los casos, las exigencias de rendimiento mínimo para instalaciones con equipos accionados térmicamente, según la tabla 4.5 de esta norma, eran del 48%, para equipos de concentrador calentado directamente por la combustión de combustibles líquidos o gaseosos, o del 68% para equipos con concentrador de calentamiento indirecto por vapor o agua caliente.
Valores bastante altos, sobre todo en este último caso.Por su parte el actual R.I.T.E.3, es aún menos explícito, aunque preconiza las instalaciones de cogeneración, y todos aquellos sistemas que utilizan energías térmicas residuales, solo hace mención directa de los equipos de absorción en la ITE 04.11.3
e), en cuanto a la documentación exigible.
Tratándose de un reglamento específico para instalaciones destinadas al confort humano en la edificación, es lógico que el R.I.T.E. no se ocupe de las instalaciones de refrigeración por absorción con mayor detalle, dado que estas son de mayor interés en aplicaciones industriales y de proceso.
Tampoco hay actualmente ninguna Norma UNE específica para equipos de absorción, y los reglamentos de Recipientes a Presión y de Seguridad de Plantas e Instalaciones Frigoríficas, solo se refieren a estos con carácter general.
La normativa fuera de España es también bastante escasa, solo la norma ARI 560/1992 (Absorption water chilling and water heating packages), establece criterios de diseño y de aplicación para equipos de refrigeración por ciclos de absorción, así como para la realización de ensayos de prestaciones
térmicas, esta norma es prácticamente la única específica de aplicación general para estos equipos.
En conclusión, no se puede decir que la reglamentación aplicable a la maquinaria frigorífica de absorción y a su utilización sea extensa, lo cual no es beneficioso, en absoluto, ya que la falta de definición en muchos aspectos dificulta, o cuando menos limita, la especificación de este tipo de
sistemas salvo en aplicaciones en las que su efectividad económica es evidente.
CONSIDERACIONES SOBRE OPERACIÓN Y MANTENIMIENTO
Uno de los rasgos característicos de la maquinaria frigorífica de absorción ha sido siempre su hermeticidad y dificultad de comprensión para los operadores. Por principio, la necesidad de confinar sustancias de cierto riesgo como el Amoniaco, y de mantener depresiones relativas muy altas en su interior, para conseguir la evaporación de refrigerantes, tales como el agua, a temperaturas lo suficientemente bajas para hacerlas utilizables en procesos de refrigeración; recordemos que para que el agua se evapore a 5°C se requiere una presión absoluta de 870 Pa; condicionan un diseño mecánico muy robusto y hermético, que dificulta en buena medida la interpretación desde el exterior de lo
que esta sucediendo en el interior de la máquina, durante su funcionamiento.
Por otra parte, los técnicos frigoristas que se encuentran por primera vez delante de una planta enfriadora por ciclo de absorción, por muy expertos que sean en el servicio de maquinaria de compresión mecánica de vapor, tardan bastante tiempo en comprender que la mayoría de los criterios de servicio y las “reglas del arte” válidas en la refrigeración “convencional”, no son de aplicación
inmediata a las máquinas de absorción.
El comportamiento de los fluidos interiores de la máquina de absorción, refrigerante y absorbente, durante el proceso de funcionamiento del ciclo está directamente condicionado por la evolución energética de los fluidos exteriores a la máquina; agua a enfriar en el evaporador, agua de la torre
de recuperación, y agua caliente o vapor aportado al concentrador. El equilibrio energético entre todos los intercambiadores de calor de la máquina es el que condiciona la estabilidad del ciclo.
A diferencia de cómo se comporta un ciclo de compresión mecánica en el que el trabajo del compresor es determinante, en un ciclo de absorción el equilibrio se consigue a partir de efectos puramente termodinámicos.
Esto también hace más compleja la comprensión del comportamiento de la máquina para los
operadores, ya que esta se adapta en cada instante a las condiciones cambiantes de los circuitos exteriores, buscando el equilibrio, como un ser vivo se adapta a las condiciones del medio que le rodea.
Los americanos llaman a la máquina de absorción “the living machine”. Además, la gran inercia térmica de las máquinas de absorción para adaptarse a las variaciones externas, debido fundamentalmente a su volumen y a las cantidades importantes de absorbente y refrigerante que contienen, son también inconvenientes para la buena comprensión de su respuesta en unas determinadas condiciones de estado.Desde el punto de vista de su operación y mantenimiento, las máquinas de absorción requieren intervenciones específicas que no son de aplicación en otro tipo de circuitosfrigoríficos. Por ejemplo: Es preciso efectuar mediciones periódicas del estado de pureza
del agua y de las soluciones salinas, mediante la extracción de muestras y análisis de las mismas; el conocimiento de los niveles de concentración en las soluciones es imprescindible para determinar
si el rendimiento instantáneo de un determinado equipo es o no correcto; la medición del nivel de vacío interior en una máquina es fundamental para comprender si la producción frigorífica sé esta llevando a cabo correctamente, etc. En el servicio de las máquina de absorción se utilizan útiles e instrumentos tales como bombas de trasiego, densímetros, vacuómetros y aditivos químicos que se aplican en otros equipos de refrigeración. Sin embargo no se utilizan manómetros frigoríficos que son
de uso común en los circuitos de compresión mecánica.
CRITERIOS ACTUALES DE DISEÑO
Cuando las primeras plantas de absorción aparecieron en el mercado la tecnología electrónica
estaba en sus albores, para su control y regulación se utilizaron dispositivos neumáticos de forma generalizada.
Con estos controles, aún ejerciendo correctamente su función, la hermeticidad de la máquina se hacía mayor, si cabe, para los operadores, y era laboriosa y complicada la interpretación del comportamiento de una máquina en unas condiciones de estado determinadas.
Hoy en día estas dificultades de acceso e interpretación se han eliminado prácticamente, y es mucho más sencillo e inmediato analizar el comportamiento de un equipo en unas condiciones dadas. Este gran avance se debe, fundamentalmente al desarrollo y perfeccionamiento de las aplicaciones de la microelectrónica al control y gestión de la maquinaria en general, que también se ha hecho patente en
las máquinas frigoríficas en los últimos años.
La aplicación de dispositivos de control basados en microprocesadores, permite la utilización de todo tipo de sensores de temperatura, presión y concentración, y la utilización de lógicas de control que: por una parte ponen al alcance de los operadores, de manera inmediata, una información importantísima e imprescindible para el manejo de la máquina, cuya obtención era como mínimo,
muy laboriosa con los controles utilizados anteriormente; y por otra facilitan un funcionamiento más estable y seguro de las máquinas.
En materia de seguridad y estabilidad de funcionamiento, los nuevos criterios que se aplican al diseño y la disponibilidad de tecnologías más potentes, han aportado grandes mejoras. Así por ejemplo, se
ha conseguido que los procesos de entrada en carga, puesta en régimen y parada de las máquinas, se desarrollen de manera equilibrada y sin riesgo de que se produzcan fenómenos perturbadores. La “temible” cristalización, causa de la mayoría de las incidencias y paradas de equipos de absorción
con ciclos Bromuro de Litio/Agua en el pasado, es hoy en día, un fenómeno perfectamente
controlable, y puede prevenirse sin demasiada dificultad mediante controladores de nivel y de concentración y válvulas automáticas.
La presencia de incondensables en el interior de la máquina, indeseable por el efecto negativo que ejerce sobre la producción frigorífica, es hoy fácilmente combatible mediante el empleo de sistemas
automáticos de purga de elevadísima eficiencia.
Finalmente, la adaptación de la producción a la demanda energética en cada aplicación se efectúa en las máquinas de última generación con gran efectividad, mediante procesadores de acción P.I.D. Y convertidores de frecuencia para el accionamiento de los motores de las bombas, con los que se consiguen mejoras sustanciales de la eficiencia de los ciclos y de los coeficientes de operación (C.O.P.) de los equipos.
Desde el punto de vista de resistencia mecánica también se han conseguido mejoras importantes.
La utilización de aceros aleados de alta resistencia en la fabricación de las envolventes permite una construcción más ligera, y el empleo de tubos de materiales inoxidables o de alta resistencia a la corrosión, como el cuproniquel, en la fabricación de los haces tubulares de los intercambiadores
de calor, facilita mejores rendimientos en la transmisión de calor al tiempo que alarga la vida útil de las máquinas.
El conjunto de mejoras accesibles, gracias a la utilización de nuevas tecnologías, junto con las ventajas que los ciclos de absorción ofrecen en lo relativo al aprovechamiento de energías residuales y su baja influencia en el deterioro del Medio Ambiente, en comparación con otros sistemas de
refrigeración como más adelante comentaremos, hacen que la Refrigeración por Absorción sea hoy considerada como opción interesante para la solución de problemas de refrigeración en procesos industriales y de climatización, para los que solo unos años atrás era descartada.
INTERES ENERGETICO
En todo proceso de definición de las posibles soluciones a un determinado problema de aprovechamiento energético, los considerandos que más fuertemente influyen en la decisión
de los proyectistas y de las propiedades son de índole económica, fundamentalmente, aunque hoy en día las consideraciones de impacto ambiental tienen también una importancia prioritaria.
Las relaciones entre el coste de la inversión inicial requerida y el beneficio esperado y entre los costes y resultados de explotación previstos, en resumidas cuentas el “cash flow” del proyecto, son determinantes en la elección de la solución idónea.
A partir de estas premisas, es preciso analizar en detalle todas las posibles soluciones teniendo en consideración no solo el coste de los equipos a instalar, sino también el coste de las energías a consumir, con una proyección de futuro sobre la evolución que, previsiblemente, puedan experimentar estos últimos durante el periodo que se establezca como plazo de amortización de la instalación a realizar. Este criterio, normalmente, reduce de forma drástica el abanico de posibles
opciones.
El coste inicial de una planta frigorífica de absorción resulta, en la mayoría de los casos, superior al de un equipo de compresión mecánica de la misma capacidad. La razón para esta diferencia está en la
muy superior cantidad de materiales metálicos que son necesarios para la fabricación de los intercambiadores de calor, en equipos que se basan en procesos termodinámicos sin prácticamente aportación del equivalente térmico del trabajo mecánico.
Sin embargo, cuando se analizan los costes de explotación a partir del valor de las energías
consumibles, la balanza puede desplazarse a favor de los equipos de absorción, si se dan las condiciones de partida necesarias.
C.O.P.
El concepto de C.O.P. (Coefficient of Performance) en refrigeración, es sinónimo de Eficiencia Energética en el evaporador. C.O.P. se define “oficialmente” como: “La cantidad de refrigeración obtenida de una máquina dividida entre la cantidad de energía que se requiere aportar para conseguir esta refrigeración (ASHRAE 1993)”. En este cómputo no se incluyen los consumos auxiliares de energía eléctrica necesarios para el funcionamiento de bombas y ventiladores.
Los C.O.P.s esperables de los ciclos de absorción son también muy bajos comparados con los de los ciclos de compresión mecánica. En máquinas de absorción de una etapa, con Bromuro de Litio, no se
superan C.O.P.s de 0,7, en máquinas de doble etapa se alcanzan valores que pueden ser hasta 1,5 veces a los esperables en una etapa, es decir de hasta 1,2, esto significa que las máquinas de doble etapa aprovechan mejor la energía que las de etapa simple. En ciclos de baja temperatura Amoniaco/
Agua se consiguen valores de C.O.P. de 0,5 y pueden alcanzarse máximos de 0,8.
Por el contrario en equipos de compresión mecánica de gran cantidad, con compresores centrífugos y de tornillo, se consiguen en la actualidad rendimientos frigoríficos entre 4,5 y 5,5 kW/kW (C.O.P.s en
el evaporador de 4,5 a 5,5). A igualdad de costes de las energías consumibles, estas diferencias tan espectaculares habrían convertido a las máquinas de absorción, hace mucho tiempo, en piezas de museo o “curiosidades tecnológicas”.
¿Cuál puede ser, entonces, la razón para que los ciclos de absorción sigan teniendo actualmente una aplicación práctica?. La respuesta es bastante sencilla: El coste de producir el trabajo mecánico necesario para obtener un kW de refrigeración por ciclo de compresión mecánica de vapor es, normalmente, superior al coste necesario para recuperar la cantidad de calor a aplicar para obtener el mismo kW en un ciclo de absorción. El coste de la energía básica es el único factor que determina la
posible competitividad de los sistemas de absorción frente a los de compresión mecánica.
Por ejemplo: Si comparamos un sistema de refrigeración por compresión con un C.O.P. esperable de 5,5, y un sistema de absorción de doble etapa con un C.O.P. de 1, en una aplicación en la que se dispone de una fuente de calor recuperable cuyo coste por kW recuperado es de 1 unidad mientras que el coste de la energía eléctrica necesaria para hacer funcionar las máquinas de compresión es de 6 unidades, será evidente el interés de utilizar el sistema de absorción, simplemente a partir de los costes de las energías, sin tener en consideración otras posibles ventajas. Este es un análisis demasiado simplificado, ya que no se han tenido en consideración los costes energéticos que implica el funcionamiento de las torres de recuperación, las bombas de agua de torre, ni las bombas de agua fría. Un estudio más completo nos llevaría a la conclusión de que, teniendo en cuenta todos los consumos de todo tipo de energías en una aplicación dada, el coste de la energía eléctrica debería ser de 8 a 9 veces superior al de la energía térmica recuperada por hacer que la opción por absorción
fuera competitividad con la de compresión mecánica.
Lo que es evidente es que siempre que exista la posibilidad de utilizar energías térmicas desechables, gratuitas, o de muy bajo coste, procedentes de energías renovables, o efluentes de procesos industriales o de sistemas de cogeneración, la aplicación de sistemas de absorción para la producción frigorífica será competitiva e interesante (Application Guide for absorption cooling/refrigeration using recovered heat ASHRAE, 1995) También es preciso citar que aún existen lugares en los que
la disponibilidad de energía eléctrica para grandes potencias no está garantizada, o bien implica un coste muy elevado, y sin embargo existen combustibles fósiles accesibles, gas natural por ejemplo,
a un precio aceptable. Esta es otra posibilidad de aplicación de los sistemas de absorción, utilizando en estos casos máquinas con combustión directa que consumen un combustible liquido o gaseoso directamente para la producción de calor y frío de forma simultánea o alternativa, con C.O.P.s
que pueden alcanzar valores de 1,5.
Así mismo puede resultar interesante la aplicación de sistemas «híbridos», que se basan en la instalación de máquinas de absorción en serie, o en paralelo, con máquinas de compresión mecánica sobre el mismo circuito de agua enfriada. En estos sistemas, las máquinas de compresión se utilizan para hacer frente a las cargas térmicas básicas, o en horas valle, mientras que las máquinas de absorción se utilizan exclusivamente en horas punta o para combatir las demandas punta. Esto permite dimensionar las máquinas que consumen energía mas cara para condiciones de menor carga, lo que repercute favorablemente en los costes de explotación de la instalación.
REDUCCIÓN DE CONSUMOS PRIMARIOS
De todo lo comentado hasta ahora puede extraerse otra conclusión importante; Teniendo en cuenta que los sistemas de absorción son tanto más interesantes, económicamente hablando, cuanto más
barata es la energía térmica disponible para el accionamiento de las máquinas, está claro que este tipo de equipos son especialmente útiles para recuperar calor de deshecho, y esta particularidad permite enfocar el problema de aprovechamiento energético desde otro punto de vista.
Los sistemas de absorción no solo hacen posible la utilización de energías térmicas que serian evacuadas a la atmósfera de no utilizarse estos sistemas para su recuperación y aprovechamiento, sino que además, al mismo tiempo, evitan el consumo de energías más caras, fósiles o eléctricas, para su utilización en la producción frigorífica. Es decir, de alguna manera, dan lugar a un doble ahorro de energía; uno por la recuperación de energías desechables y otro por la reducción de consumos
primarios en la producción de energía eléctrica.
EXPERIENCIAS EN EL DISEÑO DE INSTALACIONES
El cálculo de cualquier instalación de plantas frigoríficas de absorción debe efectuarse, como en cualquier otro tipo de instalación, con el rigor necesario para que se consigan las prestaciones esperadas una vez la instalación se encuentre en servicio. El elevado costeinicial de los equipos condiciona muchas veces a los proyectistas en el sentido de intentar ajustar por defecto la capacidad útil de las plantas de absorción, para así reducir su tamaño y su coste. La determinación de la potencia a instalar en absorción debe realizarse siempre a partir de los valores de demanda máxima a
los que los equipos se van a ver sometidos en las condiciones de diseño.
No hay que olvidar que el rendimiento de la máquina de absorción va a efectuarse directamente por la calidad y la cantidad de energía aportada a su concentrador, así como por la variación de los niveles energéticos de los fluidos circulantes por su evaporador y absorbedor-condensador, como ya hemos comentado.
Esto quiere decir que el proyectista debe poner un especial cuidado en verificar que se cumple la ecuación de equilibrio del sistema en cualquier condición, pero sobre todo en la de carga máxima.
En toda máquina de absorción se debe cumplir la siguiente ecuación de equilibrio térmico:
Si los caudales de agua, o vapor, en circulación por los distintos intercambiadores, difieren de los de proyectos en las condiciones reales de una instalación dada, o bien las temperaturas de los fluidos son
distintas de las definidas, el ciclo frigorífico de la máquina se autoequilibrará, en la medida de sus posibilidades, modificando los saltos térmicos y las condiciones de trabajo del equipo, para tratar de conseguir que se igualen los términos de la ecuación anterior.
Esto, lógicamente llevará a la máquina a funcionar en unas condiciones que se parecerán poco a aquellas para las que fue proyectada. Y que será muy difícil corregir, por no decir imposible, una vez la instalación en servicio.
Por ello permítasenos insistir en la importancia que tiene que el diseñador de la instalación se asegure muy bien “a priori” de que las condiciones de cálculo van a ser realmente alcanzables, cuando la instalación se ejecute. Deberá verificar principalmente los siguientes factores para las condiciones de diseño a plena carga:
– Caudal real de energía disponible a aportar al concentrador; gasto de vapor a la presión de diseño, o caudal de agua caliente a la temperatura máxima alcanzable para el dimensionamiento de la planta enfriadora.
– Caudal de agua nominal en el evaporador y temperaturas de entrada y salida de agua.
– Caudal de agua nominal a través del absorbedor y condensador y temperaturas máxima y mínima alcanzables en la torre de recuperación.
– Capacidad real de disipación de calor en la torre de recuperación, en las condiciones nominales de diseño, para los caudales y temperaturas anteriores.
A partir de estos parámetros verificará que la ecuación de equilibrio se cumple.
Para enfatizar la importancia de estas comprobaciones, comentaré un error de cálculo que ha dejado de ser anecdótico para hacerse típico, dada la frecuencia con que se produce: En el diseño de sistemas
de cogeneración se da la tendencia de tratar de escatimar en el diseño de la planta o plantas de absorción que van a encargarse de aprovechar el calor de refrigeración de los grupos. Es evidente que, cuanto mayor sea el nivel térmico de la energía aportada al concentrador de la máquina, mayor es el rendimiento de esta para una capacidad de producción frigorífica de diseño determinada y, consecuentemente, son menores su tamaño y su coste.
Por su parte, los grupos electrógenos, sobre todo si son accionados por motores de ciclo Otto o Diesel, tienen mejores rendimientos cuando sus temperaturas de trabajo se mantienen en valores inferiores a los máximos admisibles a régimen. La tendencia es a dimensionar las plantas de absorción para valores de entrada de agua caliente al concentrador coincidentes con las temperaturas límite de trabajo de los motores. En el funcionamiento real de la instalación, estos valores límite
no pueden mantenerse durante periodos de tiempo prolongados, ya que repercuten negativamente
en el rendimiento de los motores e incluso originan paradas de estos por seguridad de alta temperatura.
El resultado es que el agua caliente llega al concentrador, en condiciones estables de plena carga, a temperaturas que son inferiores hasta en 100C al valor de diseño para el que la planta fue calculada. Y en estas condiciones el rendimiento de una planta de absorción definida cae de forma exponencial.
Por ejemplo; una enfriadora de simple efecto para una capacidad nominal de 2000 kW trabajando con agua en el concentrador a 130°C (condición nominal de diseño de la máquina), dará una producción
de aproximadamente 1.200 kW con agua a 115°C, y no llegará a producir 800 kW con agua entrando al concentrador a 95°C. Consecuentemente se afectarán las condiciones de trabajo del evaporador, absorbedor y condensador, las temperaturas de agua en la torre disminuirán y la torre quedará sobredimensionada, y en el evaporador no será posible alcanzar las temperaturas de agua fría de diseño. La máquina trabajara con niveles de concentración muy bajos, y sin embargo estará sometida a riesgo de cristalización como consecuencia de trabajar con bajas temperaturas del agua de torre
a la entrada del absorbedor. Cuando exista la duda razonable de que en una instalación puedan darse situaciones como la comentada, es preferible dividir la potencia requerida entre dos e instalar dos plantas de absorción para el 50% de la demanda, cada una, aunque esto evidentemente, supone una inversión inicial mayor.
IMPACTO AMBIENTAL
Por ultimo, pero no por menos importante, vamos a comentar las peculiaridades de los equipos de refrigeración por absorción en lo relativo a la incidencia de su utilización sobre el medio ambiente.
Me centraré en el comentario de los ciclos Agua-Bromuro de Litio, cuya influencia medioambiental
considero menos conocida, ya que los ciclos Amoniaco-Agua están mas condicionados en su efecto
medioambiental por la presencia del Amoniaco como refrigerante, y su divulgación ha sido más amplia por esta razón, al ser este agente frigorífico plenamente ecológico, sobre todo en lo relativo a su ODP (Potencial de Destrucción de Ozono) y GWP (Efecto Invernadero). Los aspectos de impacto indirecto, en función de la contaminación originada en la producción de energía eléctrica, y de TEl
(Impacto Ambiental Global), son prácticamente comunes a ambos tipos de ciclos y están en relación directa con los COPs de cada máquina, para cada aplicación concreta, por lo que serán válidas para el ciclo Amoniaco-Agua las consideraciones que se harán sobre los ciclos Agua-Bromuro de Litio.
ABSORCIÓN VERSUS COMPRESIÓN MECÁNICA.
Dejando a un lado el impacto medioambiental de los agentes frigoríficos, que se tratará en el
apartado siguiente, entre las máquinas frigoríficas de absorción y las de compresión mecánica de vapor, existen diferencias muy significativas en cuanto a la influencia de su utiliza-ción sobre el medio ambiente.
Los expertos en esta materia, han coincidido en que el factor que determina con mayor exactitud la incidencia sobre el medio ambiente de una máquina o proceso, es el que se ha dado en denominar TEl
(Total Environmental Impact) que engloba todos los parámetros de influencia:
– ODP (Potencial de destrucción de Ozono).
– GWP (Potencial de calentamiento global-Efecto Invernadero)
– Consumo de los equipos (COP).
– Vida atmosférica.
– Carga de los equipos (Refrigerante).
– Emisiones de los equipos.
De todos estos parámetros el de mayor importancia, cuando nos referimos a la maquinaria frigorífica, resulta ser el consumo de los equipos, englobando tanto los consumos directos de energía de cada máquina como los de energías primarias y fósiles necesarios para la producción de la energía eléctrica que después se va a consumir en ella, e incluyendo las emisiones de gases invernadero (CO2, fundamentalmente) que van aparejadas con la producción de esta energía.
La Agencia Internacional del Medio Ambiente ha determinado que el 98% del TEl de una planta frigorífica se debe a la emisión de gases invernadero que se originan en la producción de la energía eléctrica necesaria para su funcionamiento.
Solo el 2% restante se debe a las emisiones originadas por la propia máquina. Si consideramos ahora que el consumo eléctrico de una planta de absorción es, por término medio, un 7% del correspondiente a un equipo de compresión mecánica, y que la energía térmica que consume, salvo en las aplicaciones de combustión directa, procede como efluente de un proceso, es decir que su
impacto medioambiental se debe a otras necesidades ajenas a las de la producción frigorífica,
concluiremos que el TEl de una planta de absorción es tan solo el 7,15% respecto al equipo de compresión mecánica equivalente.
Este valor se reduce hasta el 7% si tenemos en cuenta que un equipo de absorción no origina emisiones propias, ya que su interior, por principio, se encuentra en depresión frente a la atmósfera, y que aun en el supuesto de que por una avería se produjera algún vertido o emisión al exterior de sus fluidos interiores, esto no tendría ningún efecto contaminante para el medio, dadas las características de estas sustancias.
En equipos que funcionan con combustión directa, el efecto de las emisiones propias se acentúa, no por lo que se refiere a las emisiones indirectas que se originan en la producción de energía eléctrica que supondrían un porcentaje equivalente al comentado para equipos actuados por vapor o agua caliente, sino por la emisión de los productos de la combustión que se generan en la máquina. En este sentido, considerando un COP medio de 1 en la producción frigorífica, y un rendimiento en la
combustión de un 90%. con gas natural, alcanzaríamos un valor de TEI prácticamente idéntico al que correspondería a un equipo de compresión de la misma capacidad frigorífica accionado eléctricamente y con un COP de 4,5. Esto sin tener en cuenta los efectos debidos a los agentes
frigoríficos, que en caso de la absorción serían nulos.
REFRIGERANTES
En lo que a agentes frigorígenos se refiere, la balanza se inclina favorablemente a favor de la utilización de ciclos de absorción frente a los de compresión mecánica para la producción frigorífica. Desde el punto de vista medioambiental el interés de los primeros es evidente, por las siguientes razones:
En los ciclos Agua-Bromuro de Litio el refrigerante que se utiliza R-718 (agua destilada), y el absorbente es una solución de Bromuro de Litio.
En los ciclos Amoniaco- Agua se utiliza R-7l7(Amoniaco) como refrigerante y agua destilada como absorbente.
Las tres sustancias tienen un comportamiento muy favorable con el medio ambiente, como se resume en la tabla siguiente, si bien se precisan precauciones especiales para la manipulación y mantenimiento de los equipos que trabajan con Amoniaco, dada la peligrosidad de esta sustancia para el ser humano, sobre la que no es preciso abundar ya que es sobradamente conocida.
Por lo que respecta al agua, solo cabe señalar la necesidad de controlar su pureza cuando se emplea como refrigerante, más por lo que puede afectar al rendimiento de los equipos que por sus efectos sobre las personas y el medio ambiente para los que es completamente inocua.
La sal de Bromuro de Litio es, así mismo inocua, aunque en solución acuosa tiene efectos detergentes bastante acusados por lo que no debe ser ingerida y conviene ser manipulada con la precaución necesaria para evitar derrames que pueden decolorar los suelos de madera y otros materiales orgánicos.
No se requieren mas prevenciones.
APROVECHAMIENTOS ALTERNATIVOS
Por último no queremos dejar de comentar las posibilidades de los equipos de absorción para ser utilizados para la refrigeración y climatización en aplicaciones en las que se dispone de fuentes alternativas de energía. Energías no convencionales como la Geotérmica, la Biomasa y la Solar Térmica pueden ser empleadas como fuente de aporte energético a los concentradores de plantas
de absorción de simple efecto, para valores de temperatura de agua comprendidos entre 80 y 130°C, bien es verdad que con COPs bastante bajos, alrededor de 0,5, pero con la ventaja que supone la independencia de fuentes convencionales de energía y, sobre todo, el ahorro de combustibles fósiles
y la reducción del impacto ambiental que su uso lleva aparejado.
Definición de Formado de Metales: Se utiliza en el
proceso de manufactura, en el cual se aplica en deformación plástica
para cambiar la forma de las piezas metálicas. Conformado plástico
son todos aquellos procesos que se busca generar forma a metales, de
tal manera que su volumen y masa se conserven, desplazándose las
partículas de una posición a otra.
Importancia: Se utiliza para elaborar múltiples artículos en
diferentes formas y fabricado en serie, haciendo que su demanda se
incremente dependiendo de sus características mecánicas que posee el
material al igual que su gran maleabilidad y ductibilidad.
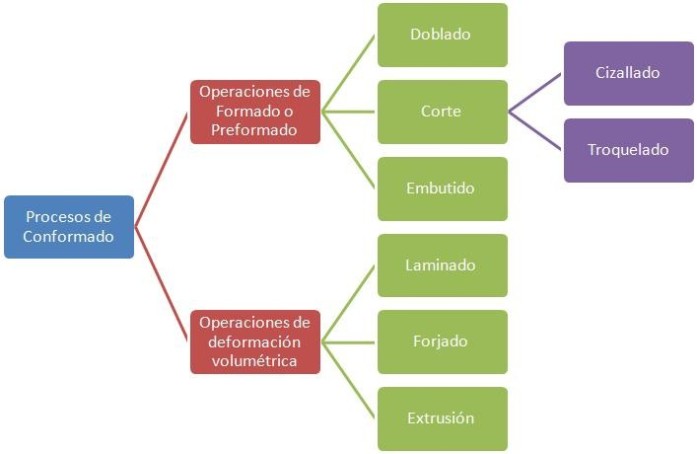
Clasificación del Proceso de Conformado
También se clasifica en: Trabajo en Frío: Conforme
ocurre el flujo plástico las dislocaciones existente(desplazamientos
atómicos) se refuerzan y crean nuevas dislocaciones que resisten más
movimiento plástico. sin importar cuáles puedan ser los mecanismos
exactos por los que el flujo plástico tiene lugar en los granos del
metal, es un hecho probado que cuando los metales se trabajan en frío
para producir deformación plásticas, se vuelven más duros y fuertes. la
palabra frío en este caso se refiere a temperaturas diferentes para
metales diferentes. El trabajo en frió es trabajo que se realiza a bajo
de la temperatura de re cristalización para el material particular.
Re cristalización: Los metales que se trabajan en
frío se dejan con sus granos en una condición inestable y fatigada. Los
granos tienden a regresar al equilibrio en un estado más bajo de energía
por la igualación de los esfuerzos internos cristalinos o cambiando a
granos nuevos no fatigados. Mientras mayor sea la fatiga de deformación
mayor será la inestabilidad y será más fácil que el cambio tenga lugar.
El tiempo y la temperatura también influyen mucho. Ocurren dos clases
de cambio: Recuperación y re cristalización, cuando se calienta un metal
trabajado en frío.
El trabajo en frio se refiere al trabajo a temperatura ambiente o
menor. Este trabajo ocurre al aplicar un esfuerzo mayor que la
resistencia de cedencia original del metal, produciendo a la vez una
deformación.
El concepto del conformado en frío comprende todos los métodos de
fabricación que permiten deformar plásticamente (a temperatura ambiente y
ejerciendo una presión elevada) metales o aleaciones de metales tales
como cobre, aluminio o latón, pero sin modificar el volumen, el peso o
las propiedades esenciales del material. Durante el conformado en frío
la materia prima recibe su nueva forma mediante un proceso que consta de
diferentes etapas de deformación. De tal manera se evita que se exceda
la capacidad de deformación del material y por lo tanto su rotura.
Las principales ventajas del trabajo en frío son: mejor precisión,
menores tolerancias, mejores acabados superficiales, posibilidades de
obtener propiedades de dirección deseadas en el producto final y mayor
dureza de las partes. Sin embargo, el trabajo en frío tiene algunas
desventajas ya que requiere mayores fuerzas porque los metales aumentan
su resistencia debido al endurecimiento por deformación, produciendo que
el esfuerzo requerido para continuar la deformación se incremente y
contrarreste el incremento de la resistencia, la reducción de la
ductilidad y el aumento de la resistencia a la tensión limitan la
cantidad de operaciones de formado que se puedan realizar a las partes.
El trabajo en caliente se refiere a procesos en los
que los metales se deforman de manera plástica por encima de su
temperatura de re cristalización. Esto es importante porque la re
cristalización mantiene los materiales de endurecimiento por
deformación, que en última instancia mantiene el límite elástico y la
dureza baja y alta ductilidad. Esto contrasta con el trabajo en frío. Temperatura
El límite inferior de la temperatura de trabajo en caliente está
determinada por su temperatura de re cristalización. Como pauta, el
límite inferior de la temperatura de trabajo en caliente de un material
es 0,6 veces su temperatura de fusión. El límite superior para el
trabajo en caliente se determina por varios factores, tales como: la
oxidación excesiva, el crecimiento del grano, o una transformación de
fase indeseable. En la práctica, los materiales suelen ser calentadas
hasta el límite superior primero para mantener a las fuerzas que forman
lo más bajo posible y para maximizar la cantidad de tiempo disponible
para el trabajo en caliente la pieza de trabajo.
El aspecto más importante de cualquier proceso de trabajo en caliente
es el control de la temperatura de la pieza de trabajo. 90% de la
energía impartida a la pieza de trabajo se convierte en calor. Por lo
tanto, si el proceso de deformación es lo suficientemente rápida la
temperatura de la pieza de trabajo debería aumentar, sin embargo, esto
no suele ocurrir en la práctica. La mayor parte del calor se pierde a
través de la superficie de la pieza de trabajo en la herramienta de
refrigerador. Esto hace que los gradientes de temperatura en la pieza de
trabajo, por lo general debido a secciones transversales no uniformes,
donde las secciones más delgadas están más fríos que las secciones más
gruesas. En última instancia, esto puede conducir a la formación de
grietas en las superficies más frías y menos dúctiles. Una forma de
minimizar el problema es calentar el utillaje. Cuanto más caliente esté
el utillaje, menos pérdida de calor a la misma, pero a medida que
aumenta la temperatura del utillaje, la vida de la herramienta
disminuye. Por lo tanto, la temperatura de las herramientas debe ser
comprometida, comúnmente, las herramientas de trabajo en caliente se
calienta a 500-850 F.
Ventajas y desventajas
Las ventajas son:
Disminución de la resistencia a la deformación, por lo tanto es más fácil de trabajar y usa menos energía o fuerza
Aumento de la ductilidad
Las temperaturas elevadas aumentan la difusión que puede eliminar o reducir inhomogeneidades químicas
Los poros pueden reducir de tamaño o cerrar por completo durante la deformación
En el acero, el débil, dúctil micro estructura de austenita, la cara
cúbica centrada se deforma en lugar de la fuerte micro estructura de
ferrita centrada en el cuerpo-cúbico encontrado a temperaturas más bajas
Por lo general, la pieza inicial que es caliente funcionaba fue
originalmente emitidos. La micro estructura de piezas fundidas no
optimiza las propiedades de ingeniería, desde el punto de vista micro.
El trabajo en caliente mejora las propiedades de ingeniería de la pieza
de trabajo, ya que sustituye la micro estructura con uno que tiene
granos con forma esféricas finas. Estos granos aumentan la resistencia,
ductilidad y tenacidad del material.
Las propiedades de ingeniería también se pueden mejorar mediante la
re orientación de las inclusiones. En el estado fundido las inclusiones
están orientadas al azar, que, cuando se cruzan la superficie, puede ser
un punto de propagación de grietas. Cuando el material está caliente
funcionaba las inclusiones tienden a fluir con el contorno de la
superficie, creando largueros. En su conjunto las cadenas crean una
estructura de flujos, donde las propiedades son aniso trópicas. Con los
largueros orientado paralelo a la superficie que refuerza la pieza de
trabajo, especialmente con respecto a la fractura. Las bandas actúan
como “crack pararrayos”, porque la grieta se quiere propagarse a través
del larguero y no por ella.
Las desventajas son:
Reacciones adversas entre el metal y la atmósfera circundante
Menos tolerancias precisas debido a la contracción térmica y la deformación de enfriamiento desigual
Estructura de grano puede variar a lo largo del metal por diversas razones
Requiere una unidad de calentamiento de algún tipo, como un horno de
gas o diésel o un calentador de inducción, que puede ser muy caro Conformado según la materia prima
Los procesos de conformado plástico también se caracterizan por
utilizar materiales en diferentes condiciones, ya estén o en forma de
láminas o en forma de bloques masísos. Esta característica diferencia de
manera particular los tipos de procesos y utilidades de cada uno. PROCESOS QUE UTILIZAN LA MATERIA PRIMA EN FORMA DE LAMINAS: Estodo
proceso de conformado de metales en donde el metal que será conformado
en cierta forma determinada, se dispone inicialmente como lámina.
Dentro de este grupo, se encuentran una serie de procesos muy utilizados a nivel industrial, estos son el troquelado, doblado y embutido: TROQUELADO:
Se denomina troquelado de metal a la operación mecánica que se
utiliza para realizar agujeros en chapas en láminas metálicas. Para
realizar esta tarea, se utilizan desde simples mecanismos de
accionamiento manual hasta sofisticadas prensas mecánicas de gran
potencia. En el siguiente link, puede observarse el proceso de
troquelado en diferentes láminas: troquelado. En este vídeo puede observarse diferentes modelos de troquelado para una misma maquina de troquelado.Los
elementos básicos de una troqueladora lo constituyen el troquel que
tiene la forma y dimensiones del agujero que se quiera realizar, y la
matriz de corte por donde se inserta el troquel cuando es impulsado de
forma enérgica por la potencia que le proporciona la prensa mediante un
accionamiento de excéntrica que tiene y que proporciona un golpe seco y
contundente sobre la chapa, produciendo un corte limpio de la misma. DOBLADO[2]:
El doblado de metales es la deformación de láminas
alrededor de un determinado ángulo. Los ángulos pueden ser clasificados
como abiertos (si son mayores a 90 grados), cerrados (menores a 90°) o
rectos. Durante la operación, las fibras externas del material están en
tensión, mientras que las interiores están en compresión. El doblado no
produce cambios significativos en el espesor de la lámina metálica.
Figura 3. Fases del doblado
En el siguiente link, puede verse el proceso de doblado de una lamina
de metálica con la ayuda de un brazo robótico de la empresa KUKA: Doblamiento de lámina.
Este proceso tiene la ventaja clara de que el movimiento principal de
doblamiento lo realiza el brazo robótico, brazo en el que pueden
programarse tanto el ángulo de doblamiento como la fuerza de acción del
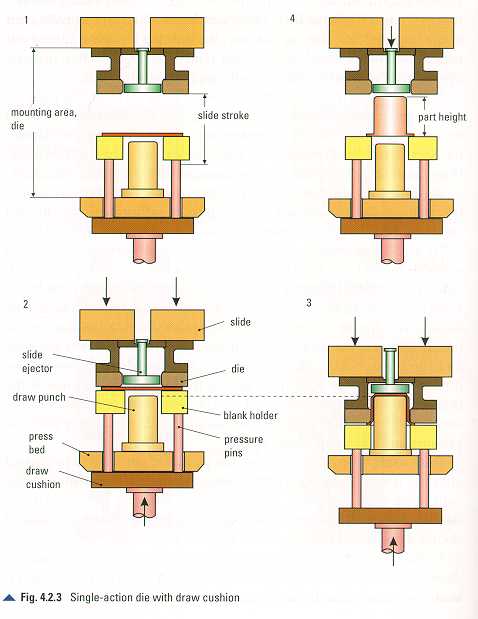
mismo. EMBUTIDO:
El Embutido de Chapas Metálicas es uno de
los procedimientos más comunes elaboración de piezas huecas, para
diversas aplicaciones que van desde el hogar, la oficina y en
la industria en general. En la figura se presenta la forma que se
realiza el embutido. En el siguiente link se presenta el embutimiento de pieza.
Los desarrollos de
herramientas destinados a aumentar el rendimiento en el mecanizado de
alta velocidad (HSM) llevan aplicándose varios años con buenos
resultados identificados en muchas aplicaciones diferentes. Los avances
en HSM durante los 90, por ejemplo, se centraban en el concepto total,
incluida la construcción de máquinas-herramienta capaces de alcanzar las
200.000 rpm cuando las instituciones demostraron las consecuencias y
riesgos implicados en tan altas velocidades cuando las herramientas o
las máquinas no eran adecuadas para las aplicaciones en cuestión. Los
factores principales que debían considerarse eran las fuerzas de corte,
el acabado de la superficie, el régimen de arranque de viruta, la vida
de la herramienta y la seguridad
Matrices para mecanizar aluminio
En
la actualidad, la retención segura de las plaquitas es una prioridad
cuando se trata de herramientas de HSM y de plaquitas intercambiables.
Las altas velocidades de los ejes y los avances de las mesas, en
especial al mecanizar aluminio, introducen grandes fuerzas centrífugas
y, en consecuencia, grandes cargas en los elementos de retención de las
plaquitas. Utilizando análisis finito de elementos para desarrollar una
solución de corte optimizada, Sandvik Coromant ha introducido una nueva
generación de herramientas HSM para mecanizado de aleaciones de
aluminio, la fresa de plaquitas intercambiables
CoroMill 790 ha
sido diseñada para operaciones de cajeado, mecanizado de escuadras,
ranurado y perfilado, muchas de las cuales aparecen en la fabricación de
matrices y moldes. La retención de las plaquitas la proporciona una
interfaz plaquita-sujeción diseñada especialmente que resalta la calidad
de la pieza mecanizada y también mejora la capacidad de mecanizado
mediante una carga más equilibrada sobre las plaquitas.
Herramientas de metal duro intercambiables
Las
fresas de plaquitas intercambiables están hechas en diámetros de hasta
12 mm, por debajo de los cuales el manejo y la sujeción de las plaquitas
se hace poco práctico. Las fresas de metal duro integral, por otra
parte tienen diámetros de décimas de milímetro. El rango de diámetros
entre 10 y 25 mm se encuentra en ambos tipos de fresa de espiga. Es ahí
donde las fresas de cabezas intercambiables (EH) Sandvik Coromant
funcionan mejor, puesto que reúnen los beneficios de ambos tipos de
fresas.
En la fresa CoroMill 316, la unión entre la cabeza de la
herramienta y el cuerpo de la fresa recibe el nombre de EH Una de las
partes más vitales de la unión es su tornillo autocentrante con una
rosca patentada diseñada para empujar y presionar el cabezal en el mango
sin que haga juego. CoroMill 316 tiene una repetibilidad axial de
longitud de herramienta y una excentricidad radial limitada a unas pocas
centésimas de milímetro.
Calidad de las plaquitas para mayor velocidad
Para
lograr una mayor seguridad en el mecanizado con datos de corte
elevados, resistencia al desgaste debe tener prioridad sobre la dureza.
En consecuencia, para matrices de acero debería considerarse el cambio a
una calidad de plaquita ISO P20 más endurecida.
Para mejorar más
el mecanizado, el fresado de matrices de acero debería realizarse sin
refrigerante. Se prefiere el fresado sin refrigerante porque las altas
velocidades de mecanizado de la actualidad hacen que sea difícil que
incluso grandes cantidades de refrigerante puedan tener efecto en el
borde de corte. La mayoría de éste se vaporiza y el resto sólo sirve
para enfriar la plaquita intermitentemente a medida que entra y sale del
corte. De esta manera se amplifican las variaciones térmicas, lo que
resulta más perjudicial para la plaquita que las altas temperaturas.
Altas
velocidades y avances significan más calor. Pero con una calidad de
plaquita de fresado de acero como la GC4220 esto no es un factor
negativo. La GC4220 es una calidad ISO P20, recubierta por CVD diseñada
para funcionar a más altos datos de corte. Algunas operaciones tienen la
productividad como la prioridad más alta que la versatilidad y por eso
requieren más resistencia al desgaste, quizá también para soportar
aceros más duros.
Los mecanismos de desgaste relacionados
térmicamente se convierten en problemas más graves y necesitan una
calidad que pueda resistir este tipo de rotura de bordes. La GC4220 ha
sido desarrollada como primera opción para reducir los tiempos de
mecanizado mediante velocidades más altas, lo suficientemente ancha para
ser un optimizador para muchos materiales de matrices de acero además
de una opción complementaria para el corte de hierro colado donde el
calor también es un problema.
Afrontando el reto
La
tendencia en muchos talleres de matrices y moldes es a utilizar mayores
velocidades de alimentación y menores profundidades de corte (después
del desbastado). Esto protege la máquina y mejor los resultados. La
limitación de potencia también es un factor creciente en centros de
mecanizado ISO de cono de 40 y 30. Las velocidades y avances más altos
de las máquinas actuales también significan que mecanizar escuadras y
frontales mediante repetidas pasadas con fresas más pequeñas puede ser
más eficaz.
Estos factores ayudaron a establecer la dirección para
una nueva generación de fresa en escuadra. A raíz de ello, se descubrió
que una profundidad máxima de corte adecuada para la primera de una
nueva plataforma de fresadoras, la CoroMill 490, debería estar en el
extremo bajo: 5,5 mm, siendo el valor recomendado de 4 mm. Esto también
facilitó la idea para equipar la nueva fresa con plaquitas cuadradas,
una base para mayor estabilidad de las plaquitas mediante localizaciones
precisas y seguras de las plaquitas además de un buen ahorro de
máquinas.
En conclusión, el fresado HSM ha aumentado su
rendimiento gracias a varios avances en las herramientas de corte que
ahora se están explotando en talleres progresivos por todo el mundo, que
operan en muchos sectores distintos.










 Trabajo en Frío: Conforme
ocurre el flujo plástico las dislocaciones existente(desplazamientos
atómicos) se refuerzan y crean nuevas dislocaciones que resisten más
movimiento plástico. sin importar cuáles puedan ser los mecanismos
exactos por los que el flujo plástico tiene lugar en los granos del
metal, es un hecho probado que cuando los metales se trabajan en frío
para producir deformación plásticas, se vuelven más duros y fuertes. la
palabra frío en este caso se refiere a temperaturas diferentes para
metales diferentes. El trabajo en frió es trabajo que se realiza a bajo
de la temperatura de re cristalización para el material particular.
Trabajo en Frío: Conforme
ocurre el flujo plástico las dislocaciones existente(desplazamientos
atómicos) se refuerzan y crean nuevas dislocaciones que resisten más
movimiento plástico. sin importar cuáles puedan ser los mecanismos
exactos por los que el flujo plástico tiene lugar en los granos del
metal, es un hecho probado que cuando los metales se trabajan en frío
para producir deformación plásticas, se vuelven más duros y fuertes. la
palabra frío en este caso se refiere a temperaturas diferentes para
metales diferentes. El trabajo en frió es trabajo que se realiza a bajo
de la temperatura de re cristalización para el material particular.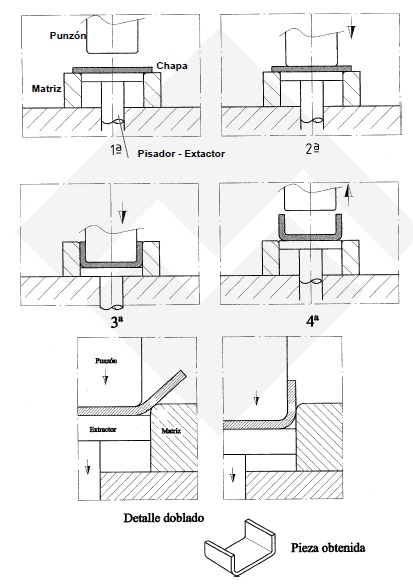

 Trabajo en Frío: Conforme
ocurre el flujo plástico las dislocaciones existente(desplazamientos
atómicos) se refuerzan y crean nuevas dislocaciones que resisten más
movimiento plástico. sin importar cuáles puedan ser los mecanismos
exactos por los que el flujo plástico tiene lugar en los granos del
metal, es un hecho probado que cuando los metales se trabajan en frío
para producir deformación plásticas, se vuelven más duros y fuertes. la
palabra frío en este caso se refiere a temperaturas diferentes para
metales diferentes. El trabajo en frió es trabajo que se realiza a bajo
de la temperatura de re cristalización para el material particular.
Trabajo en Frío: Conforme
ocurre el flujo plástico las dislocaciones existente(desplazamientos
atómicos) se refuerzan y crean nuevas dislocaciones que resisten más
movimiento plástico. sin importar cuáles puedan ser los mecanismos
exactos por los que el flujo plástico tiene lugar en los granos del
metal, es un hecho probado que cuando los metales se trabajan en frío
para producir deformación plásticas, se vuelven más duros y fuertes. la
palabra frío en este caso se refiere a temperaturas diferentes para
metales diferentes. El trabajo en frió es trabajo que se realiza a bajo
de la temperatura de re cristalización para el material particular.

