
Introducción
La inyección de termoplásticos es un proceso físico y reversible, en el que se funde una materia prima llamada termoplástico, por el efecto del calor, en una máquina llamada inyectora. Esta
máquina con el termoplástico en estado fundido, lo inyecta, dentro de
las cavidades huecas de un molde, con una determinada presión, velocidad
y temperatura. Transcurrido un cierto tiempo, el plástico fundido en el
molde, va perdiendo su calor y volviéndose sólido, copiando las formas
de las partes huecas del molde donde ha estado alojado. El resultado es
un trozo de plástico sólido, pero con las formas y dimensiones similares
a las partes huecas del molde. A este termoplástico solidificado le
llamamos inyectada.
¿Por que decimos que la inyección de termoplásticos es un proceso físico y reversible? Físico, por que no existe variación en la composición química del termoplástico, en todo el proceso. Reversible,
por que el termoplástico después del proceso tiene las mismas
características que al principio. O sea, podríamos triturar la pieza y
repetir el proceso con ese material. Aunque en la práctica, el plástico
puede llegar a degradarse y perder algunas de sus propiedades
Antecedentes históricos.
El diseño actual de la
máquina de moldeo por inyección ha sido influido por la demanda de
productos con diferentes características geométricas, con diferentes
polímeros involucrados y colores. Además, su diseño se ha modificado de
manera que las piezas moldeadas tengan un menor costo de producción, lo
cual exige rapidez de inyección, bajas temperaturas, y un ciclo de
moldeo corto y preciso.
John Hyatt
registró en 1872 la primera patente de una máquina de inyección, la
cual consistía en un pistón que contenía en la cámara derivados
celulósicos fundidos. Sin embargo, se atribuye a la compañía alemana
Cellon-Werkw el haber sido pionera de la máquina de inyección moderna.
Esta firma presentó, en 1928, una patente incluyendo la descripción de
nitrocelulosa (celuloide). Debido al carácter inflamable de la nitrocelulosa, se utilizaron posteriormente otros derivados celulósicos como el etanoato de celulosa.
Los británicos John Beard y Peter Delafield, debido a ciertas
diferencias en la traducción de la patente alemana, desarrollaron
paralelamente la misma técnica en Inglaterra, con los derechos de
patente inglesa para la compañía F.A. Hughes Ltd.

El primer artículo de
producción masiva en Inglaterra fue la pluma fuente, producida durante
los años treinta por la compañía Mentmore Manufacturing. La misma
utilizaba máquinas de moldeo por inyección de Eckert & Ziegler
(Alemania). Estas máquinas funcionaban originalmente con aire comprimido
(aproximadamente 31 kg/cm2); el sistema de apertura de molde y la
extracción de la pieza eran realizados manualmente, y los controles
incluían válvulas manuales, sin control automático ni pantallas
digitales; además, carecían de sistemas de seguridad.

En 1932 apareció la
primera máquina para inyección operada con sistemas eléctricos,
desarrollada por la compañía Eckert & Ziegler. Al mismo tiempo,
otros países como Suiza e Italia empezaban a conseguir importantes
avances en maquinaria. Ya a finales de los años treinta, el polietileno y
el PVC, ambos, de alta producción y bajo costo, provocaron una
revolución en el desarrollo de la maquinaría, teniendo el PVC mayor
éxito como material para extrusión.
En 1951 se desarrolló en
Estados Unidos la primera máquina de inyección con un tornillo
reciprocante (o, simplemente, husillo), aunque no fue patentada hasta
1956. Este cambio ha sido la aportación más importante en la historia de
las máquinas inyectoras. Al finalizar la segunda guerra mundial, la
industria de la inyección de plástico experimentó un crecimiento
comercial sostenido. Sin embargo, a partir de la década de los ochenta,
las mejoras se han enfocado a la eficiencia del diseño, del flujo del
polímero, el uso de sistemas de software CAD, inclusión de robots
más rápidos para extracción de piezas, inyección asistida por
computadora, eficacia en el control de calentamiento y mejoras en el
control de la calidad del producto.
Generalidades de las máquinas de moldeo por inyección.
Las máquinas de moldeo por inyección tienen tres módulos principales:
 |
| Máquina de inyección de plásticos. |
- La unidad de inyección o plastificación. La unidad de inyección plastifica e inyecta el polímero fundido.
 |
| Unidad de inyección típica. |
- La unidad de cierre. Soporta el molde, lo abre y lo cierra además de contener el sistema de expulsión de la pieza.
 |
| Unidad de cierre tipo rodillera. |
- La unidad de control. Es donde se establecen, monitorean y controlan todos los parámetros del proceso: tiempos, temperaturas, presiones y velocidades. En algunas máquinas se pueden obtener estadísticas de los parámetros de moldeo si así se desea.
 |
| Control de máquina. |
Básicamente todas las
máquinas de inyección están formadas por los mismos elementos. Las
diferencias entre una máquina y otra radican en su tamaño, la unidad de
cierre y el diseño de la unidad de plastificación.

En menor medida, también
se diferencian en las variantes del diseño de sus elementos de montaje y
los sistemas de accionamiento. A continuación se explicarán a detalle
los elementos constitutivos de cada subsistema que componen a una
máquina de inyección de plásticos así como de una breve descripción del
proceso de moldeo por inyección para poder comprender mejor el
funcionamiento de las máquinas.
El Ciclo de Inyección
El proceso de obtención
de una pieza de plástico por inyección, sigue un orden de operaciones
que se repite para cada una de las piezas. Este orden, conocido como
ciclo de inyección, se puede dividir en las siguientes seis etapas:
- Se cierra el molde vacío, mientras se tiene lista la cantidad de material fundido para inyectar dentro del barril. El molde se cierra en tres pasos: primero con alta velocidad y baja presión, luego se disminuye la velocidad y se mantiene la baja presión hasta que las dos partes del molde hacen contacto, finalmente se aplica la presión necesaria para alcanzar la fuerza de cierre requerida.

Cierre del molde e inicio de la inyección
- El tornillo inyecta el material, actuando como pistón, sin girar, forzando el material a pasar a través de la boquilla hacia las cavidades del molde con una determinada presión de inyección.

Inyección del material
- Al terminar de inyectar el material, se mantiene el tornillo adelante aplicando una presión de sostenimiento antes de que se solidifique, con el fin de contrarrestar la contracción de la pieza durante el enfriamiento. La presión de sostenimiento, usualmente, es menor que la de inyección y se mantiene hasta que la pieza comienza a solidificarse.

Aplicación de la presión de sostenimiento
- El tornillo gira haciendo circular los gránulos de plástico desde la tolva y plastificándolos. El material fundido es suministrado hacia la parte delantera del tornillo, donde se desarrolla una presión contra la boquilla cerrada, obligando al tornillo a retroceder hasta que se acumula el material requerido para la inyección.

Plastificación del material
- El material dentro del molde se continúa enfriando en donde el calor es disipado por el fluido refrigerante. Una vez terminado el tiempo de enfriamiento, la parte móvil del molde se abre y la pieza es extraída.

Enfriamiento y extracción de la pieza
- El molde cierra y se reinicia el ciclo.
Consumo de potencia
En cuanto al consumo de potencia en
cada una de las etapas del ciclo, se observa que en el cierre del molde
apenas se requiere la potencia necesaria para vencer la fricción
generada al desplazar la placa móvil. La etapa de inyección necesita la
potencia máxima durante un período muy corto. El desplazamiento de la
unidad de inyección y la apertura del molde requieren muy poca potencia.
En el siguiente diagrama se esquematiza el consumo de potencia durante
el ciclo de inyección.

Partes de una inyectora
Unidad de plastificación.
La unidad de inyección
realiza las funciones de cargar y plastificar el material sólido
mediante el giro del tornillo, mover el tornillo axialmente para
inyectar el material plastificado hacia las cavidades del molde y
mantenerlo bajo presión hasta que sea expulsado. El tornillo tiene una
acción reciprocante además de girar para fundir el plástico, se mueve de
manera axial para actuar como pistón durante el proceso de inyección.
 |
| Unidad de plastificación. |
La unidad de inyección
consta de un barril (o cañón) de acero capaz de soportar altas
presiones, este cilindro va cubierto por bandas calefactores para
calentar y ayudar a fundir el material mientras avanza por el tornillo.
Consta además de una unidad hidráulica que es la que transmite el
movimiento lineal al husillo en el proceso de inyección. Algunas
máquinas tienen 2 unidades hidráulicas, una para la inyección y otra
para el cierre.
 |
| Típica unidad de plastificación |
Tolva de alimentación.
Las partículas sólidas de
la resina en forma de gránulos, se depositan en la tolva de
alimentación de la máquina, esta tolva normalmente está conectada a
algún equipo periférico o auxiliar que proporciona las condiciones
especificadas por el fabricante de la resina para obtener los óptimos
resultados de procesamiento. Estas condiciones normalmente son las de
porcentaje máximo permitido de humedad. Dependiendo del material a
inyectar, si es higroscópico o no, será necesario secarlo antes de
introducirlo al cañón o barril de inyección a través de una tolva
secadora especial. También encontramos que algunos manufactureros
emplean sistemas de alimentación continua de resina de manera
centralizada para toda la planta o particular en cada máquina. Estos
equipos periféricos se estudiarán con más profundidad en capítulos
siguientes.
Como ya habíamos
mencionado, los gránulos de plástico se vierten en la tolva de
alimentación y esta a su vez lo alimenta al husillo dentro del barril.
Aunque los gránulos pueden introducirse directamente al husillo,
usualmente el material se alimenta por gravedad dentro de la zona de
alimentación del barril. Estas tolvas son en realidad contenedores de
forma cónica truncada, aunque esta geometría depende de cada fabricante
de máquina. Pueden clasificarse en tolvas cortas y tolvas largas.
Las tolvas cortas son
típicamente utilizadas cuando se seca la resina de manera independiente
en una mezanine o en una máquina de secado fuera de la máquina de
inyección, esto con la finalidad de que no se acumule mucho material en
la tolva y que alcance a absorber humedad del ambiente.
 |
| Máquina con tolva corta. |
Las tolvas largas
normalmente requieren algún tipo de refuerzo en la garganta de la misma
para poder montarla directamente en la garganta de la máquina. Este tipo
de tolva es también ampliamente utilizada, sin embargo presentan mucha
más dificultad para moverlas fuera de la garganta de la máquina cuando
se necesita inspeccionar la entrada del material al cañón.
 |
| Tolva larga con secador. |
Algunas máquinas ya
presentan un equipo auxiliar neumático para mover fácilmente este tipo
de tolvas. Algunas también presentan la opción de un dispositivo
magnético en la base, su propósito es únicamente tratar de eliminar
cualquier objeto metálico que pudiese caer dentro de la tolva de
alimentación.
La garganta de
alimentación de la tolva se enfría con agua para evitar que el plástico
granulado se funda (aglomerándose) en la garganta de alimentación.
 |
| Anillo de enfriamiento. |
Husillos.
El calentamiento del
tornillo se hace por zonas y el número de zonas dependerá del tamaño del
cañón, normalmente se dividen 3. Dentro del barril se encuentra un
tornillo de material muy duro, el cual generalmente está pulido y
cromado para facilitar el movimiento del material sobre su superficie.
El tornillo se encarga de recibir el plástico, fundirlo, mezclarlo y
alimentarlo en la parte delantera hasta que se junta la cantidad
suficiente para luego inyectarlo hacia el molde.

 |
| Zonas del tornillo reciprocante. |
Los husillos, o tornillos
reciprocantes por lo general se dividen en 3 zonas y tienen relaciones
de longitud/diámetro (L/D) de 20:1. Esto es debido a que husillos con
relaciones más pequeñas no proporcionan un fundido homogéneo, y con
husillo con relaciones L/D mayores a 24 se tiene una degradación no
deseada en muchos plásticos de ingeniería debido a que el material
tendrá un tiempo de residencia excesivamente largo.
 |
| Tipos distintos de filetes. Filete estándar (izq.). Doble filete (centro). Filete de mezclado rápido (der.) |
Las principales funciones de este tipo de unidades de inyección son:
- Moverse para acercar o alejar la boquilla de la unidad de inyección del bebedero del molde.
- Generar la presión requerida entre la boquilla de la unidad de inyección y el bebedero del molde.
- Girar el tornillo durante la etapa de alimentación.
- Mover el tornillo de manera axial durante el proceso de inyección.
- Mantener la presión generada durante la inyección.
Una gran parte de la
energía necesaria para la plastificación se debe al calor de fricción,
suministrando al material por el motor del tornillo a través del giro de
este. Por lo tanto durante la etapa de alimentación se consume una gran
cantidad de energía.
Solamente cuando se
tienen máquinas de muy altas producciones se tienen husillos de
relaciones entre 22:1 y 26:1. Estos husillos a menudo están equipados
con secciones de mezcla, o con una combinación de secciones de cizalla y
mezcla, y eventualmente con una eficiente zona de alimentación.
En general podemos
caracterizar los husillos en base a dos parámetros: la relación longitud
diámetro (L/D) y la relación de compresión. La principal ventaja de que
la relación L/D sea grande, es que al proveer de un mayor recorrido
entre la tolva y el molde, hace que el tiempo de residencia sea mayor, y
por lo tanto permitirá que una mayor plastificación con menores
temperaturas, lo que ayuda a disminuir el tiempo de ciclo, y por lo
tanto permitirá el aumento de la productividad.
Sin embargo, esta misma
ventaja es su principal punto débil, ya que al tener un tiempo de
permanencia largo, algunos polímeros tienden a degradarse, lo que
ocasiona una pérdida en las propiedades mecánicas de estos. Es en base a
esto que se recomiendan, para plásticos técnicos y para PVC, relaciones
L/D de bajo valor, a fin de reducir el tiempo de permanencia. Por el
contrario, se tiene que tener que aumentarse la temperatura, el
enfriamiento tarda más y en consecuencia aumentará el tiempo de ciclo,
bajando la productividad.
Por otro lado, la
relación de compresión, que se denomina como la relación entre las
alturas medias del filete medidas en la zona de alimentación y
dosificación, permite expresar la compresión mecánica sufrida por el
material. En general, para los polímeros amorfos se usan husillos de
baja relación de compresión, mientras que para los semicristalinos se
utilizan husillos de compresión elevada.
Usualmente se utilizan 4 tipos de aceros para fabricar los husillos de las máquinas de inyección de termoplásticos:
- Nitralloy 135. Es un acero grado herramienta que una vez mecanizado se le realiza un nitrurado por 72 horas. Es una excelente opción de bajo costo cuando el desgaste por abrasión pasa a segundo término.
- AISI 4140. Un acero para herramientas con excelente resistencia mecánica cuando se le aplica un tratamiento térmico o un recubrimiento superficial.
- AISI D2.Un acero con altos contenidos de carbono y cromo, excelente resistencia al desgaste pero bajo desempeño en la transmisión de torque.
- CPM-9V. Excelente acero para aplicaciones de alto desgaste, como materiales cargados con fibra de vidrio, buen desempeño contra el desgaste.
Usualmente se utilizan
tres tipos de tratamiento superficial a los husillos para alargar su
vida útil o mejorar su funcionamiento.
- Nitrurado: Incrementa su dureza superficial y la vida del husillo, es el tratamiento de más bajo costo, utilizado principalmente para husillos de material 135M y 4140.
- Cromado: Incrementa la dureza superficial y reduce la fricción del material fundido y los filetes. También es utilizado para prevenir la corrosión del acero debido a las reacciones químicas del polímero en el cañón. Ideal para la inyección de PVC.
- Carburado: Este tratamiento incrementa la dureza superficial y aumenta la vida útil. Utilizado en acero 9V.
Ahora bien, en lo que
refiere a la geometría del husillo, las tres zonas en un husillo
estándar no están diseñadas para proporcionar un mezclado totalmente
eficiente, por lo que se debe tener esto en consideración al momento de
utilizar masterbach u otros aditivos.
Aparte de los husillos convencionales, existen otros más especializados, entre los que se pueden contar:
- Husillos de doble filete.
- Husillos para PVC rígido.
- Husillos para desgasificación.
- Husillos para materiales termoestables.
- Husillos para elastómeros.
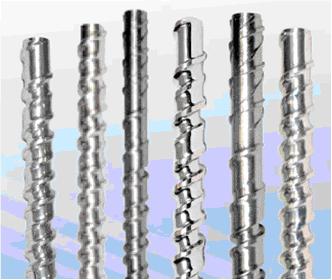 |
| Husillos. |
Es importante seleccionar
bien el husillo, no solo en lo referente a la geometría, sino también
en la resistencia al desgaste. Esta consideración cobra especial
relevancia con la utilización de algunas cargas como la fibra corta de
vidrio y la microesfera de vidrio. En este aspecto, las partes que más
desgaste sufren son el anillo de retención, la boquilla, las uniones
entre la camisa, la parte delantera de la camisa y la boquilla, el mismo
husillo y la camisa. Cuando se repara un husillo debe tomarse en cuenta
la conveniencia de cambiarlo, pues los husillos viejos pueden presentar
cavidades superficiales donde el plástico puede degradarse y ocasionar
posteriormente problemas de corrosión.
 |
| Husillos estándar y de doble filete |
Válvulas antirretorno o puntas de husillo (válvula check).
La función de esta
válvula es esencialmente dejar pasar el material libremente desde el
husillo a la cámara de fundido durante el proceso de dosificación y
evitar que el material fundido regrese hacia los filetes del husillo
durante el proceso de inyección. Van montadas en el extremo izquierdo
del husillo.
 |
| Funcionamiento de la válvula antirretorno. |
El correcto
funcionamiento de esta válvula es esencial para tener un proceso
estable, ya que si tenemos fugas de material de la cámara de
dosificación hacia los filetes del husillo tendremos una variación
considerable en el volumen inyectado al molde, esto por supuesto que
tendrá severas repercusiones en el peso y calidad de la pieza moldeada.
Es importante establecer revisiones periódicas a estas válvulas así como
hacer una adecuada selección de las mismas.
Estas variaciones de
volumen de dosificación se conocen como variaciones del colchón,
pudiendo provocar burbujas en la pieza inyectada o hasta el llenado
incompleto de material en el molde.
 |
| Válvula antirretorno (check). |
Las válvulas antirretorno
pueden ser fabricadas en distintos materiales; cada aplicación deberá
ser evaluada para poder seleccionar la válvula adecuada y así evitar
desgaste abrasivo y corrosión excesiva en este importante componente de
la máquina. Generalmente podemos encontrarlas en los siguientes
materiales:
- H13 Nitrurado. Es un acero grado herramienta con buena resistencia mecánica. Es totalmente endurecida con un nitrurado al vacío de 72 horas. Es un material para aplicaciones generales como el estireno, polipropileno y polietileno.
- CPM-9V. Acero grado herramienta, alta resistencia a la abrasión debido a su alto contenido de carburo de vanadio. Excelente para aplicaciones abrasivas como los termoplásticos cargados con fibra de vidrio.
- CPM-420V. Acero grado herramienta, ideal para aplicaciones corrosivas, como el PVC. También tiene significativa resistencia al desgaste.
- 440C. Acero grado herramienta inoxidable, excelente para aplicaciones corrosivas.
También existen
diferentes tipos de geometrías de válvulas, cada una tiene diferentes
aplicaciones y características que el ingeniero de procesos deberá
seleccionar para llevar a cabo una adecuada inyección.
Barril de inyección.
El barril es un cilindro
hueco de acero aleado capaz de soportar grandes presiones y temperaturas
internas provocadas por la fricción de los gránulos y el husillo. Los
barriles de moldeo por inyección son relativamente cortos (comparados
con los barriles de extrusión), la relación longitud / diámetro (L/D) es
de 20:1, solamente en máquinas de altas producciones vienen en una
relación de hasta 26:1. La entrada de alimentación al barril, o
garganta, está cortada a través del barril y conecta con el anillo de
enfriamiento de la tolva de alimentación.
 |
| Barril de inyección. |
El extremo de descarga
del barril se cierra directamente a una tapa final o adaptador a la
boquilla; la cavidad en el extremo del barril centra la tapa terminal.
Como el barril ejerce una presión excesiva de 130 a 200 MPa en el
extremo de descarga del barril se localizan mangas de acero endurecido
que se montan en el barril a través de un ajuste por interferencia térmica.
Existen una gran cantidad
de materiales para la fabricación de los barriles de inyección, sin
embargo dentro de los más comunes tenemos los siguientes:
- Acero AISI-D2. Acero de alto contenido de carbono y cromo, térmicamente tratable, ofrece alta resistencia a la abrasión y buena resistencia a la corrosión. Su dureza típica es de 58-60 HRc.
- Acero AISI-M2. Acero de alta velocidad al tungsteno–molibdeno, también usado en la manufactura de cortadores, rimas y machuelos. Ofrece excelente resistencia al desgaste y buena dureza.
- Acero CPM-10V. Acero grado herramienta, ofrece excepcional resistencia al desgaste.
- Acero CPM-420V. Acero grado herramienta con alto contenido de vanadio, diseñado para aplicaciones de desgaste abrasivo donde también sea requerida la resistencia a la abrasión.
- Hestelloy y Duranical. Mayormente usados para husillos, este acero especial tiene excelente resistencia química. Este material es usado con fluorocarbonos y otros materiales altamente corrosivos.
- PC 100. Es un barril bimetálico de hierro aleado con níquel-boro con muy alta dureza. Tiene excelente resistencia al desgaste y un bajo coeficiente de fricción. Posee rangos de dureza de 58-65 HRc es recomendado para usarse en materiales moderadamente abrasivos.
- P-500. Es un barril bimetálico con una aleación de cobalto-níquel y altos contenidos de cromo y boro. Ofrece excelente resistencia a la corrosión y moderada resistencia al desgaste. Tiene un rango de dureza de 50-55 HRc, es recomendado para ser usado en atmósferas severamente corrosivas, es ideal para flúor polímeros y resinas cloro polivinílicas.
- PC-800. Es un barril bimetálico con altos contenidos de carburo de tungsteno y una matriz de aleaciones de cromo-boro-níquel. Más del 80% de la aleación es ocupada por el carburo de tungsteno y el cromo-boro. Tiene durezas de hasta 70 HRc, es el mejor para aplicaciones de desgaste y ataques corrosivos.
Sobre del barril de
inyección van montadas las bandas calefactoras, estas tienen como
función principal mantener la temperatura del fundido, es decir,
compensan las pérdidas de calor, ya que del 80-90% del calor necesario
para fundir los gránulos es proporcionado por la fricción del husillo,
los gránulos y el barril.
Boquilla y punta de inyección.
La boquilla es la punta
de la unidad de plastificación y provee una conexión a prueba de
derrames del barril al molde de inyección con una pérdida mínima de
presión. La punta alinea la boquilla y el anillo de retención.


Boquilla y punta de inyección.
Existen dos radios
estándar: 12.7mm (0.5 in) y 19.1mm (0.75 in) y la abertura de la punta
debe de ser 0.79mm (1/32 in) menor que el barreno del anillo de
retención. Las boquillas o tubos de salida también son lo
suficientemente largas para tener bandas de calentamiento y requieren
sus propias zonas de calentamiento.
En general hay tres tipos de boquillas:
- Boquilla de canales abiertos. Este es el tipo más común de diseño, ya que no se coloca ninguna válvula mecánica entre el barril y el molde. Esto permite la boquilla más corta y no se interrumpe el flujo del polímero fundido.
- Boquillas con interrupción interna. Estas se mantienen cerradas mediante un resorte que puede ser interno o externo. Se abren por la presión de la inyección del plástico.
- Boquillas con interrupción externa. Se operan por medios externos, ya sean pistones hidráulicos o neumáticos.
Con ambos sistemas de
interrupción las boquillas son más largas que las boquillas de canal
abierto, eliminan los derrames y permiten la plastificación cuando la
boquilla no está en contacto con el anillo de retención.
Unidad de cierre.
La unidad de cierre tiene las siguientes funciones:
- Soporta el molde.
- Lo mantiene cerrado durante la inyección.
- Lo abre y lo cierra tan rápidamente como es posible.
- Produce la expulsión de la pieza.
- Brinda protección al cerrado del molde.
Existen cuatro tipos de medios de sujeción, los cuales son:
I. Hidráulicos.
Un medio de sujeción
hidráulico convencional tiene un gran cilindro en el centro de la
plancha movible sin que aporte ninguna ventaja mecánica. Así, el fluido
hidráulico y la presión abren y cierran el medio de sujeción.
 |
| Unidad de cierre hidráulica. |
Donde:
1. Bastidor.
2. Platinas fija y móvil.
3. Rodamientos lineales para el movimiento de las platinas.
4. Pistón para el movimiento de las platinas.
5. Eslabón flexible para compensar la flexión del bastidor durante el cierre de platinas.
6. Pistón de fuerza de cierre.
II. Articulados accionados hidráulicamente (rodillera).
En las pinzas hidráulicas
(rodilleras), la fuerza de la pinza se controla mediante la presión en
el cilindro principal. Por lo tanto es posible variar la fuerza de la
rodillera durante el ciclo de moldeo. Comúnmente durante el llenado del
molde y el empaque se utiliza una fuerza mayor de la rodillera, en tanto
que durante el enfriamiento la fuerza se reduce.
 |
Sistema de cierre a rodillera tipo Z.
|
 |
| Cierre tipo rodillera convencional. |
Donde:
- Bastidor.
- Riel guía.
- Espaciador de platina.
- Eslabón flexible.
- Guía de la platina móvil.
- Rodillera de 5 puntos de contacto.
- Carnero.
III. Articulados accionados eléctricamente
Las articulaciones en la unidad de sujeción se extienden y retraen mediante un servomotor,
y se utilizan engranes reductores de la transmisión para obtener las
fuerzas requeridas. El cierre es mucho más estable pues no tiene un
cierre hidráulico que genere calor, además, los servomotores proveen un
movimiento extremadamente exacto de los componentes de la máquina.
También es mucho más limpia en su operación que los otros tipos de
máquina de moldeo. Todas las máquinas eléctricas son la máquina de
elección para la mayor parte de productos médicos.
 |
| Sistema de cierre eléctrico. |
Donde:
- Bastidor.
- Guías lineales de precisión.
- Rodillera de 5 puntos de contacto.
- Tornillo de bolas reciprocantes para guía de rodillera.
- Servo motor.
- Barras guía ajustable eléctricamente para la altura de molde.
- Unidad de expulsión con servomotor a través de la campana de dirección y 2 tornillos de bolas reciprocantes.
| Sistema de transmisión de una máquina eléctrica. |
IV. Articulados hidromecánicamente.
En las unidades
hidromecánicas de sujeción las articulaciones están combinadas con
cilindros hidráulicos. La articulación se utiliza para abrir y cerrar la
rodillera, pero el pistón hidráulico es el responsable de la presión de
cierre. Como esto requiere pequeños cilindros hidráulicos, el
movimiento de cierre es más rápido y las unidades de sujeción son más
pequeñas que las unidades hidráulicas. Sin embargo la sujeción
hidráulica proporciona un mejor control de la fuerza de cierre.
 |
| Sistema de cierre hidromecánico. |
Sistema de expulsión.
Al final del ciclo el
molde se abre y las piezas enfriadas se expulsan del molde, esto
requiere de un sistema de expulsión. Cuando el molde se abre,
normalmente la pieza plástica se queda en el lado del corazón del molde,
por lo que la mayoría de los diseñadores de moldes colocan el corazón
del lado móvil del molde.
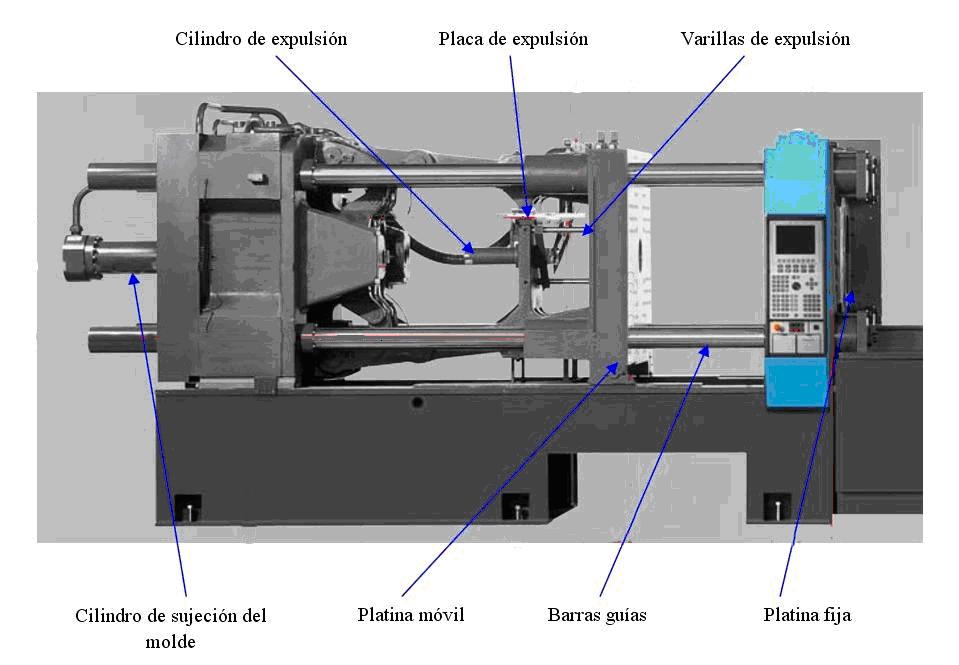 |
| Sistema de expulsión. |
Proceso de inyección.
La inyección, es un proceso adecuado para piezas de gran consumo. La materia prima se puede transformar en un producto acabado en un solo paso. Con la inyección se pueden obtener piezas de variado peso y con geometrías complicadas. Para la economía del proceso es decisivo el número de piezas por unidad de tiempo (producción).
Las características más importantes del proceso de inyección son las siguientes:
• La pieza se obtiene en una sola etapa.
• Se necesita poco o ningún trabajo final sobre la pieza obtenida.
• El proceso es totalmente automatizable.
• Las condiciones de fabricación son fácilmente reproducibles.
• Las piezas acabadas son de una gran calidad.
Para el caso de la inyección de plásticos, se han de tener en cuenta las siguientes restricciones:
• Se necesita poco o ningún trabajo final sobre la pieza obtenida.
• El proceso es totalmente automatizable.
• Las condiciones de fabricación son fácilmente reproducibles.
• Las piezas acabadas son de una gran calidad.
Para el caso de la inyección de plásticos, se han de tener en cuenta las siguientes restricciones:
• Dimensiones de la pieza. Tendrán que ser reproducibles y
de acuerdo a unos valores determinados, lo que implicará minimizar las
contracciones de la misma.
• Propiedades mecánicas. La pieza deberá resistir las condiciones de uso a las que esté destinada durante un tiempo de vida largo.
• Peso de la pieza. Es de gran importancia, sobre todo, porque está relacionada con las propiedades de ella.
• Tiempo de ciclo. Para aumentar la producción será necesario minimizar, en lo posible, el tiempo de ciclo de cada pieza.
• Consumo energético. Una disminución del consumo energético implicará un menor coste de producción.
• Propiedades mecánicas. La pieza deberá resistir las condiciones de uso a las que esté destinada durante un tiempo de vida largo.
• Peso de la pieza. Es de gran importancia, sobre todo, porque está relacionada con las propiedades de ella.
• Tiempo de ciclo. Para aumentar la producción será necesario minimizar, en lo posible, el tiempo de ciclo de cada pieza.
• Consumo energético. Una disminución del consumo energético implicará un menor coste de producción.
Etapas del proceso de inyección.
El proceso de obtención de una pieza de plástico por inyección, sigue un orden de operaciones que se repite para cada una de las piezas. Este orden, conocido como ciclo de inyección, se puede dividir en las siguientes etapas
a)Cierre del molde.
b)Inyección: 1) Fase de llenado y 2) Fase de mantenimiento.
c)Plastificación o dosificación y enfriamiento
d)Apertura del molde y expulsión de la pieza.
El proceso de obtención de una pieza de plástico por inyección, sigue un orden de operaciones que se repite para cada una de las piezas. Este orden, conocido como ciclo de inyección, se puede dividir en las siguientes etapas
a)Cierre del molde.
b)Inyección: 1) Fase de llenado y 2) Fase de mantenimiento.
c)Plastificación o dosificación y enfriamiento
d)Apertura del molde y expulsión de la pieza.
 |
| Etapas del proceso de inyección. |
• Cierre del molde.
Con el cierre del molde se inicia el ciclo, preparándolo para recibir la inyección del material fundido. En esta fase se aplica la tuerza de cierre, que es aquella que hace la máquina para mantener cerrado el molde durante la inyección. Depende de la superficie proyectada de la pieza y de la presión real (presión específica), que se tiene en la cavidad del molde.
• Inyección.
En esta etapa se producen dos fases: fase de llenado y fase de mantenimiento.
• Fase de llenado.
Una vez cerrado el molde y aplicada la fuerza de cierre, se inicia la fase de llenado del molde (inyección). El husillo de la unidad de inyección inyecta el material fundido, dentro del molde y a una presión elevada; al inyectar, el husillo avanza sin rotación. La duración de esta etapa puede ser de décimas de segundo hasta varios segundos, dependiendo de la cantidad de material a inyectar y de las características del proceso.
La finalidad de esta fase es llenar el molde con una cantidad suficiente de material. En la inyección son muy importantes las siguientes variables:
• Velocidad de inyección.
• Presión de inyección.
• Temperatura del material.
La unidad de cierre mueve las dos mitades del molde para unirlas. Mediante una fuerza de ésta se cierra el molde herméticamente. La unidad de plastificación se mueve hacia el canal en el molde. La boquilla está abierta y el material que se encuentra delante del husillo es inyectado dentro del molde, por el movimiento de avance del mismo. Los sistemas hidráulicos deben ejercer grandes esfuerzos en la fase de inyección. Además de mantener la fuerza de cierre; han de ser capaces de inyectar el material dentro de la cavidad, a una presión elevada y precisa. Así, el sistema hidráulico debe superar la resistencia ofrecida por la boquilla y por el molde.
En el comienzo de la operación de inyección, el material fundido y homogeneizado está localizado en la cámara de inyección; de esta manera, la unidad de plastificación se desplaza contra el molde para dejar pasar material dentro del molde. El sistema hidráulico ejerce presión sobre el husillo, el cual se mueve axialmente. Esta presión hace que el mismo se mueva hacia delante o hacia la boquilla. El material se expulsa fuera de la cámara de inyección y se introduce en la cavidad dentro del molde. El material fundido solidifica dentro de la cavidad para que la pieza moldeada pueda ser expulsada. Los moldes usados para materiales termoplásticos están sujetos al control de temperatura (enfriamiento).
Esto transporta el calor, el cual ha sido introducido al fundir el material, para permitir solidificar el material.
Tan pronto como el material que se moldea contacta con el molde en la operación de inyección, comienza a enfriarse y a solidificar. Por este motivo la inyección debe ocurrir rápidamente, con lo que la cavidad se llena mientras que el material se encuentre fundido.
Esto requiere presiones muy grandes ya que el compuesto es muy viscoso, a pesar de las temperaturas elevadas. El material fundido debe superar la resistencia ofrecida por la fricción, en la boquilla y cavidad. Las presiones, en el interior del molde, son altísimas a causa de la inyección; por lo que la unidad de cierre debe ser capaz de mantener el molde cerrado, en oposición a estas presiones.
La presión dentro del molde crece hasta un máximo valor, cuando ha sido transportado material suficiente; llenando completamente las cavidades (si bien, bajo ciertas condiciones, la presión máxima se puede alcanzar durante el mantenimiento). De esta manera, durante la inyección, las dos mitades del molde están completamente presionadas por el efecto de la fuerza de cierre. Ésta contrarresta a aquella que resulta de la inyección, ejercida desde el interior por el material. Si la presión de inyección dentro del molde es mayor que la fuerza de cierre, la línea de partición está forzada a abrirse; permitiendo al compuesto que se moldea escapar de la cavidad (con lo que se produce rebaba y se requiere un trabajo adicional con tal de eliminarla).
Durante el enfriamiento el material se contrae dentro del molde. Por este motivo se ha de añadir más material para que el volumen de la pieza sea el deseado. En esta fase de mantenimiento, que es posterior a la del llenado en la inyección, la presión interior de la pieza va disminuyendo. Esto ocurre ya que se va enfriando y aumentan las pérdidas de carga desde el husillo hasta el interior del molde. De esta manera, la velocidad de inyección del tornillo es baja porque tiene la finalidad de alimentar, con una cantidad suficiente de material, la cavidad; además de compensar las contracciones que sufre la pieza durante la solidificación.
Cuando la presión ha caído hasta el valor del entorno se puede dar por finalizada la fase de mantenimiento. Esta fase condiciona ciertas características de la pieza final, tales como el peso total, sus tolerancias dimensionales y características internas. Las variables que más afectan en esta fase son:
- Tiempo de mantenimiento de la segunda presión.
- La temperatura del molde.
- Nivel de presión de mantenimiento.
- Ajuste del tiempo de mantenimiento.
Este tiempo dependerá mucho del material que estemos inyectando y del grosor que tenga la pieza que se inyecte. Tiene especial relevancia cuando se emplean materiales semicristalinos, pues las diferencias de volúmenes específicos son considerables entre su estado líquido y el sólido.
Cuando tenemos un tiempo de mantenimiento correcto, se pueden obtener piezas con la compactación adecuada, estabilidad dimensional, ausencia de deformaciones y buenas propiedades mecánicas. Sin embargo, el conseguir dicho tiempo no es una garantía cuando se tiene un punto de inyección demasiado pequeño, pues este solidificará antes de que se llene la cavidad.
Para ajustar el tiempo de mantenimiento, se recurre a la construcción de una curva que relacione los pesos de las piezas inyectadas con el tiempo para la presión de mantenimiento. De esta forma, empezamos a inyectar con un tiempo igual a cero, esto es, sin presión de mantenimiento. Se empieza la gráfica cuando se tenga la primera pieza completa, aunque no esté compactada. Se aumenta progresivamente el tiempo de mantenimiento, anotando los valores de tiempo y peso de la pieza, hasta que el peso se estabilice. Este resultado puede ser verificado por medio de un corte transversal de la pieza para asegurar la ausencia de porosidades.
Tan pronto como el material llena el molde, éste comienza a enfriarse.
El enfriamiento comienza en las paredes del molde y se desplaza hacia el
interior de la pieza. Durante un cierto tiempo, el material permanece
fluido en la región interna de la pieza moldeada. Al enfriarse el
compuesto, este se contrae. SÍ la presión, o un porcentaje de ella con
la que se inyectó, se retira después de la fase de llenado, no será
posible controlar las dimensiones de la pieza. Para evitarlo, mientras
que la región interna de la pieza permanezca fluida, la presión sobre el
material se mantiene. De esta manera, el nuevo material entra al molde
para compensar la contracción (en cantidad suficiente).
La presión de mantenimiento generalmente es más baja que la presión de inyección en el llenado, pero si es demasiado baja, o se aplica en un período muy corto, entonces se obtienen piezas defectuosas. La curva de la presión interna del molde influye en la calidad de la producción y de las piezas.
Es importante que la transición de la fase de presión de llenado a la fase de la presión de mantenimiento suceda en el momento correcto. Como se observa en la gráfica P-T, si la transición ocurre demasiado pronto la presión disminuye; por lo que será imposible llenar completamente la cavidad. Si ocurre demasiado tarde, se obtiene un pico de presión que puede dañar al molde.
En el comienzo de la fase de mantenimiento, la cavidad ya ha recibido la mayoría del material que necesita, pero una pequeña cantidad de material es inyectada para compensar la contracción. Incluso al final de esta fase, aún queda material sobrante en la cámara de inyección (al cual se llamara cojín). Este cojín fundido facilita que la presión sea transmitida entre el tornillo y la cavidad. El mismo se inyecta en el siguiente ciclo.
• Plastificación o dosificación.
Después de aplicar la presión de mantenimiento, comienza a girar el husillo; de forma que el material va pasando progresivamente de la tolva de alimentación a la cámara de inyección, homogeneizándose tanto su temperatura como su grado de mezcla. Esta fase se realiza en forma paralela a la etapa de enfriamiento, acelerando así el tiempo total de ciclo. A medida que el husillo va transportando el material hacia delante, éste sufre un retroceso debido a la acumulación que se produce en la zona delantera. El retroceso del husillo finaliza cuando éste ha llegado a una posición definida con anterioridad. En este momento ya está todo preparado para poder inyectar la siguiente pieza. En la etapa de plastificación también intervienen otros factores importantes como:
• La velocidad de giro del husillo.
• La contrapresión.
• La succión.
La velocidad de giro del husillo debe escogerse en función del diámetro del mismo y de la viscosidad del material. La velocidad óptima, es aquella para la que el tiempo de carga es igual al tiempo de refrigeración que necesita la pieza inyectada. Un tiempo largo de carga provoca una masa fundida homogénea. Una velocidad excesivamente alta puede generar la presencia de infundidos y una homogeneización insuficiente del material en el interior del cilindro.
La contrapresión tiene como función principal, garantizar una adecuada plastificación y homogenización del material, también tiene como función, frenar el retroceso del husillo en la etapa de plastificación. Un aumento de la contrapresión implica que aumente el tiempo de plastificación, la compresión sobre el material y, por tanto, la cantidad de material acumulado y la temperatura de la masa fundida.
Al contrario, contrapresiones bajas pueden dar lugar a piezas inconsistentes y una insuficiente homogeneización del material. Por último, la succión se utiliza principalmente para reducir el goteo de material. Normalmente se suele trabajar con descompresión pequeña o nula.
• Apertura del molde y expulsión de la pieza.
Cuando se considera que el material de la pieza ha alcanzado la temperatura denominada de extracción, el molde se abre y se expulsa la pieza de su interior para reiniciar el ciclo de inyección.
La presión de mantenimiento generalmente es más baja que la presión de inyección en el llenado, pero si es demasiado baja, o se aplica en un período muy corto, entonces se obtienen piezas defectuosas. La curva de la presión interna del molde influye en la calidad de la producción y de las piezas.
Es importante que la transición de la fase de presión de llenado a la fase de la presión de mantenimiento suceda en el momento correcto. Como se observa en la gráfica P-T, si la transición ocurre demasiado pronto la presión disminuye; por lo que será imposible llenar completamente la cavidad. Si ocurre demasiado tarde, se obtiene un pico de presión que puede dañar al molde.
En el comienzo de la fase de mantenimiento, la cavidad ya ha recibido la mayoría del material que necesita, pero una pequeña cantidad de material es inyectada para compensar la contracción. Incluso al final de esta fase, aún queda material sobrante en la cámara de inyección (al cual se llamara cojín). Este cojín fundido facilita que la presión sea transmitida entre el tornillo y la cavidad. El mismo se inyecta en el siguiente ciclo.
• Plastificación o dosificación.
Después de aplicar la presión de mantenimiento, comienza a girar el husillo; de forma que el material va pasando progresivamente de la tolva de alimentación a la cámara de inyección, homogeneizándose tanto su temperatura como su grado de mezcla. Esta fase se realiza en forma paralela a la etapa de enfriamiento, acelerando así el tiempo total de ciclo. A medida que el husillo va transportando el material hacia delante, éste sufre un retroceso debido a la acumulación que se produce en la zona delantera. El retroceso del husillo finaliza cuando éste ha llegado a una posición definida con anterioridad. En este momento ya está todo preparado para poder inyectar la siguiente pieza. En la etapa de plastificación también intervienen otros factores importantes como:
• La velocidad de giro del husillo.
• La contrapresión.
• La succión.
La velocidad de giro del husillo debe escogerse en función del diámetro del mismo y de la viscosidad del material. La velocidad óptima, es aquella para la que el tiempo de carga es igual al tiempo de refrigeración que necesita la pieza inyectada. Un tiempo largo de carga provoca una masa fundida homogénea. Una velocidad excesivamente alta puede generar la presencia de infundidos y una homogeneización insuficiente del material en el interior del cilindro.
La contrapresión tiene como función principal, garantizar una adecuada plastificación y homogenización del material, también tiene como función, frenar el retroceso del husillo en la etapa de plastificación. Un aumento de la contrapresión implica que aumente el tiempo de plastificación, la compresión sobre el material y, por tanto, la cantidad de material acumulado y la temperatura de la masa fundida.
Al contrario, contrapresiones bajas pueden dar lugar a piezas inconsistentes y una insuficiente homogeneización del material. Por último, la succión se utiliza principalmente para reducir el goteo de material. Normalmente se suele trabajar con descompresión pequeña o nula.
• Apertura del molde y expulsión de la pieza.
Cuando se considera que el material de la pieza ha alcanzado la temperatura denominada de extracción, el molde se abre y se expulsa la pieza de su interior para reiniciar el ciclo de inyección.
• Enfriamiento.
Esta fase comienza simultáneamente con la de llenado (inyección), dado que el materia empieza a enfriarse tan pronto y toca la pared del molde. Finaliza cuando la pieza alcanza la temperatura adecuada para su extracción. De esta forma, esta fase del ciclo se solapa con las anteriores. En ocasiones es necesario esperar un tiempo, entre la etapa de plastificación y la de apertura de molde, para que se produzca el enfriamiento requerido de la pieza. El objetivo de ello es conseguir una consistencia tal, que impida su deformación al ser expulsada. Las variables que más afecta en esta fase es la temperatura de molde.
La fase de mantenimiento termina cuando solidifica el bebedero o el punto de inyección. A partir de entonces ya no entra más material en la cavidad. Durante las fases de llenado y mantenimiento, el material dentro de la cavidad ya ha comenzado a solidificar contra la pared del molde que está más fría. Las capas más externas solidifican antes. El tiempo de enfriamiento empieza con la inyección.
El enfriamiento es más lento hacia el centro de la pieza ya que los plásticos son poco conductores del calor. El calor cedido por la solidificación se disipa a través de las capas más externas de las paredes del molde. El tiempo de enfriamiento depende del tipo de pieza que se enfría dentro del molde. No es necesario esperar que toda la pieza enfríe hasta la temperatura del mismo; sino que, es suficiente que estén frías las regiones externas de la pieza, para poder extraerla en condiciones estables. Con ello se consigue optimizar el tiempo de producción y así poder realizar el siguiente ciclo.
Durante la fase de enfriamiento se prepara el material en la unidad de plastificación, para la próxima inyección.
Identificación de las variables más importantes.
Existen numerosas variables que pueden afectar al proceso de inyección de forma directa o indirecta. Para determinar cuáles son las mejores condiciones de operación, desde el punto de vista de productividad y calidad, es importante conocer muy bien el proceso y saber cuáles de estas variables tienen más efecto sobre estos dos aspectos.
A partir de los conocimientos que se tienen sobre el proceso de inyección, se puede hacer una clasificación de las variables que influyen, de forma más significativa, en la productividad del proceso y en la calidad de la pieza. De mayor a menor importancia, según pertenezcan a una de estas cuatro categorías: temperaturas, distancias, tiempos y presiones.
Es importante mencionar la interdependencia existente entre estas cuatro categorías de variables, de modo que cada una depende de las demás. El cambio de cualquiera de ellas afectará a las otras.
Temperatura de inyección.
La temperatura de inyección es importante, ya que los materiales poliméricos requieren alcanzar cierto valor de temperatura, para obtener condiciones idóneas de viscosidad y fluidez para poder inyectarlo. Todo ello contrasta con que esta temperatura debe ser lo suficientemente baja, como para que no se aceleren los procesos fisicoquímicos que conduzcan a la degradación del material.
Una vez introducido en la tolva, el material en forma de granza, pasa al cilindro de inyección. La fusión de éste se debe, fundamentalmente, al calor provocado por la fricción; que produce el movimiento de giro del husillo en la unidad de plastificación. Las bandas calefactoras se utilizan principalmente para mantener el plástico a la temperatura requerida. Debido a la fricción, antes explicada; la temperatura real del plástico será, normalmente, superior a la temperatura de control de las bandas calefactoras.
Existen numerosas variables que pueden afectar al proceso de inyección de forma directa o indirecta. Para determinar cuáles son las mejores condiciones de operación, desde el punto de vista de productividad y calidad, es importante conocer muy bien el proceso y saber cuáles de estas variables tienen más efecto sobre estos dos aspectos.
A partir de los conocimientos que se tienen sobre el proceso de inyección, se puede hacer una clasificación de las variables que influyen, de forma más significativa, en la productividad del proceso y en la calidad de la pieza. De mayor a menor importancia, según pertenezcan a una de estas cuatro categorías: temperaturas, distancias, tiempos y presiones.
Es importante mencionar la interdependencia existente entre estas cuatro categorías de variables, de modo que cada una depende de las demás. El cambio de cualquiera de ellas afectará a las otras.
Temperatura de inyección.
La temperatura de inyección es importante, ya que los materiales poliméricos requieren alcanzar cierto valor de temperatura, para obtener condiciones idóneas de viscosidad y fluidez para poder inyectarlo. Todo ello contrasta con que esta temperatura debe ser lo suficientemente baja, como para que no se aceleren los procesos fisicoquímicos que conduzcan a la degradación del material.
Una vez introducido en la tolva, el material en forma de granza, pasa al cilindro de inyección. La fusión de éste se debe, fundamentalmente, al calor provocado por la fricción; que produce el movimiento de giro del husillo en la unidad de plastificación. Las bandas calefactoras se utilizan principalmente para mantener el plástico a la temperatura requerida. Debido a la fricción, antes explicada; la temperatura real del plástico será, normalmente, superior a la temperatura de control de las bandas calefactoras.
La unidad de inyección suele tener de tres a cinco zonas de temperatura
en el cilindro. El perfil de temperaturas utilizado depende de factores
como: la geometría del husillo, la viscosidad del material, la longitud
necesaria de flujo, etc. Normalmente, en la zona de la tolva se
selecciona la temperatura más baja y se va incrementando, gradualmente,
en el resto de las zonas. Es importante refrigerar la salida de la tolva
por tres motivos:
• Evitar que se forme un tapón de material por sinterización de la granza.
• Prevenir la degradación del fluido hidráulico del motor que acciona el
husillo, debido a una temperatura demasiado alta.
• Favorecer el arrastre del material para una correcta plastificación.
En la zona de alimentación la temperatura se ha de mantener relativamente baja, obligado por el diseño de los husillos. Por último, en la zona de la boquilla, la temperatura ha de ser uniforme; para evitar la degradación del material, a causa del estrechamiento en esa zona o de un tiempo de permanencia demasiado grande en el cilindro.
La temperatura utilizada finalmente para inyectar, afectará la calidad de la pieza porque influirá en el grado de contracción de la misma. Así, a mayor temperatura de inyección, mayor será el cambio volumétrico entre el plástico fundido y sólido; por tanto, existirá una mayor contracción. A pesar de ello, utilizar una temperatura de inyección mayor, supondrá que la viscosidad del material sea menor; permitirá entonces una mejor compactación, en el interior de la cavidad del molde, con lo que la contracción disminuirá. El grado de contracción final dependerá del equilibrio entre estos dos factores.
Temperatura de molde.
La temperatura del molde es muy importante en el proceso de inyección, ya que afecta de forma directa a la calidad de la pieza inyectada. El objetivo del enfriamiento del molde es extraer calor de la cavidad, a fin de disminuir la temperatura hasta la solidificación del material plástico; de forma que este enfriamiento se produzca homogéneamente en toda la pieza.
El enfriamiento se consigue haciendo pasar por los conductos de refrigeración del molde agua o aceite. Gracias a este flujo de líquido y a la excelente conductividad del metal que forma el molde, se produce el intercambio de calor y se logra la disminución de la temperatura de la pieza moldeada. La temperatura prefijada se mantiene calentando o enfriando el líquido mediante un atemperador.
A pesar de esto, la temperatura media de la cavidad puede ser unos 10 ó 20 (°C) mayor que la temperatura del refrigerante, durante el proceso de inyección. La temperatura del molde afecta directamente al tiempo de ciclo, la contracción, el alabeo, el acabado o brillo superficial y la cristalinidad.
Cuando la temperatura del molde sea alta, se obtendrá una pieza con más brillo y cristalinidad. Por el contrario, un enfriamiento rápido tendrá como consecuencia la formación de una capa exterior amorfa y acortará, significativamente, el tiempo de ciclo.
Distancia de carga.
Como se mencionó anteriormente, la inyección de material plástico en el interior del molde se realiza en dos etapas: la inyección del material en la fase de llenado y la aplicación de la presión de mantenimiento en la fase de mantenimiento. La distancia de carga en el cilindro debe ser suficiente, para que se pueda llenar aproximadamente el 90-99 % del molde, durante la fase de inyección. Además, se debe tener en cuenta la existencia de un cojín de material, suficiente para aplicar posteriormente la presión de mantenimiento. Esta presión será transmitida por medio del polímero fundido, por lo que sino hay cojín no se podrá aplicar.
El cojín se establece fijando una distancia de carga superior a la necesaria para llenar la cavidad del molde. Si este cojín es demasiado pequeño, puede ocurrir que durante la etapa de mantenimiento el husillo avance hasta el final del cilindro y arrastre todo el material hacia el interior del molde, haciendo que la aplicación de la segunda presión no sea efectiva. Si por el contrario, el cojín es excesivamente grande se puede favorecer la degradación del material, ya que estará durante más tiempo a altas temperaturas y presiones.
Tiempo de inyección.
El tiempo de inyección se relaciona con la velocidad de inyección de manera inversa. Así, tiempos de inyección pequeños implican velocidades muy elevadas. Además, la velocidad de inyección también está relacionada directamente con la presión de inyección. A velocidades muy altas la presión de inyección crece muy rápidamente, a causa de la resistencia al flujo en la boquilla y en la entrada de la cavidad. Con velocidades menores, en cambio, el plástico se va solidificando a medida que se inyecta el material; aumentando la viscosidad y disminuyendo la sección de paso.
En las máquinas hidráulicas la velocidad de inyección, o el tiempo de inyección, se controla mediante el caudal de aceite. De esta forma, el husillo fuerza al material plastificado hacia el interior del molde siguiendo un perfil de velocidades. Normalmente, las velocidades del principio y del final de la etapa de inyección son menores, para tratar más suavemente los elementos de la máquina de inyección y del molde. Otro aspecto a tener en cuenta es la diferencia de temperaturas entre la entrada y el final de la pieza inyectada. Cuando el tiempo de inyección es muy corto, la temperatura, al final del recorrido del plástico inyectado, puede ser mayor que la de inyección; a causa del calentamiento por fricción que sufre el material. Con tiempos elevados las temperaturas suelen ser inferiores; existiendo un tiempo de inyección intermedio, donde se igualan la temperatura de inyección y la de la última zona llenada del molde.
A la hora de fijar las condiciones de operación de un proceso de inyección, es recomendable seleccionar un tiempo de inyección. Esto debe permitir minimizar la presión de inyección y la diferencia de temperaturas, entre la entrada del molde y el final de la pieza inyectada, siempre dentro de unos márgenes de productividad.
Tiempo de mantenimiento.
La duración de la etapa de mantenimiento se conoce como tiempo de mantenimiento y tiene una influencia decisiva. Si este tiempo es demasiado corto el plástico puede salir de la cavidad hacia el sistema de alimentación y la unidad de inyección; con los consiguientes cambios de orientación y disminución de la tenacidad de la pieza, fluctuaciones en el peso, falta de reproducibilidad y una gran variedad de defectos.
Así, en moldes de colada fría, es usual la aplicación de la segunda presión hasta la solidificación de la entrada, cuando ya no puede entrar más material en la cavidad. A partir de entonces ya no tiene sentido seguir aplicando presión de mantenimiento. En este sentido, el tiempo de mantenimiento dependerá directamente de la temperatura de inyección y de la temperatura del molde. Cuando la temperatura del material fundido sea elevada, la entrada del molde permanecerá abierta más tiempo y se deberá aumentar el tiempo de mantenimiento. Por otro lado, si la temperatura de la pared del molde es alta, la pieza enfriará más lentamente y también será necesario un tiempo de mantenimiento superior. Esto se halla en directa relación con el espesor de la entrada del molde.
Tiempo de enfriamiento.
Como ya ha sido mencionado en las etapas del proceso de inyección, el tiempo de enfriamiento del molde comienza en la fase de inyección, cuando el material se solidifica en la pared del molde. Sin embargo, este tiempo de enfriamiento debe prolongarse más allá de la fase de mantenimiento; motivado porque la pieza moldeada o se ha enfriado aún lo suficiente y no posee la estabilidad necesaria para el desmoldeo.
De todas formas, es suficiente que estén frías las regiones externas de la pieza para poder extraerla del molde en condiciones estables sin que ésta se deforme. Así, se consigue acortar el tiempo de ciclo significativamente mejorando la productividad del proceso. Un aspecto decisivo para la economía de un proceso de inyección es el número de piezas producidas por unidad de tiempo, que depende en gran medida del tiempo de enfriamiento y éste, a su vez, varía proporcionalmente en relación con el cuadrado del espesor de la pared de la pieza. Por tanto, no es recomendable inyectar piezas excesivamente gruesas. Además, para que el enfriamiento se produzca de forma homogénea en toda la pieza es mejor que los espesores de ésta sean uniformes.
En general, cuando la pieza permanece en el interior del molde se inhiben mecánicamente por las paredes de la cavidad ciertas contracciones y alabeos, pero a su vez se produce la formación de tensiones residuales dentro de la pieza que pueden ocasionar deformaciones posteriores. Después, al ser expulsada, algunas de estas tensiones provocan deformaciones al no haber restricciones externas.
La diferencia entre las condiciones térmicas entre el interior del molde y el exterior también resulta un aspecto importante. Mientras que en la cavidad la temperatura esta determinada por la temperatura del molde, en el exterior el intercambio de calor se produce por convección y, por tanto, la pieza se enfría más lentamente. Por este motivo, un tiempo de enfriamiento alto implica normalmente una disminución en el grado de contracción.
Para tiempos de enfriamiento más cortos lo que se consigue es, además de reducir el tiempo de ciclo, minimizar las tensiones residuales ya que la pieza sale más caliente del molde y tienen lugar entonces procesos de relajación que reducen estas tensiones, pero en general aumenta las deformaciones.
• Evitar que se forme un tapón de material por sinterización de la granza.
• Prevenir la degradación del fluido hidráulico del motor que acciona el
husillo, debido a una temperatura demasiado alta.
• Favorecer el arrastre del material para una correcta plastificación.
En la zona de alimentación la temperatura se ha de mantener relativamente baja, obligado por el diseño de los husillos. Por último, en la zona de la boquilla, la temperatura ha de ser uniforme; para evitar la degradación del material, a causa del estrechamiento en esa zona o de un tiempo de permanencia demasiado grande en el cilindro.
La temperatura utilizada finalmente para inyectar, afectará la calidad de la pieza porque influirá en el grado de contracción de la misma. Así, a mayor temperatura de inyección, mayor será el cambio volumétrico entre el plástico fundido y sólido; por tanto, existirá una mayor contracción. A pesar de ello, utilizar una temperatura de inyección mayor, supondrá que la viscosidad del material sea menor; permitirá entonces una mejor compactación, en el interior de la cavidad del molde, con lo que la contracción disminuirá. El grado de contracción final dependerá del equilibrio entre estos dos factores.
Temperatura de molde.
La temperatura del molde es muy importante en el proceso de inyección, ya que afecta de forma directa a la calidad de la pieza inyectada. El objetivo del enfriamiento del molde es extraer calor de la cavidad, a fin de disminuir la temperatura hasta la solidificación del material plástico; de forma que este enfriamiento se produzca homogéneamente en toda la pieza.
El enfriamiento se consigue haciendo pasar por los conductos de refrigeración del molde agua o aceite. Gracias a este flujo de líquido y a la excelente conductividad del metal que forma el molde, se produce el intercambio de calor y se logra la disminución de la temperatura de la pieza moldeada. La temperatura prefijada se mantiene calentando o enfriando el líquido mediante un atemperador.
A pesar de esto, la temperatura media de la cavidad puede ser unos 10 ó 20 (°C) mayor que la temperatura del refrigerante, durante el proceso de inyección. La temperatura del molde afecta directamente al tiempo de ciclo, la contracción, el alabeo, el acabado o brillo superficial y la cristalinidad.
Cuando la temperatura del molde sea alta, se obtendrá una pieza con más brillo y cristalinidad. Por el contrario, un enfriamiento rápido tendrá como consecuencia la formación de una capa exterior amorfa y acortará, significativamente, el tiempo de ciclo.
Distancia de carga.
Como se mencionó anteriormente, la inyección de material plástico en el interior del molde se realiza en dos etapas: la inyección del material en la fase de llenado y la aplicación de la presión de mantenimiento en la fase de mantenimiento. La distancia de carga en el cilindro debe ser suficiente, para que se pueda llenar aproximadamente el 90-99 % del molde, durante la fase de inyección. Además, se debe tener en cuenta la existencia de un cojín de material, suficiente para aplicar posteriormente la presión de mantenimiento. Esta presión será transmitida por medio del polímero fundido, por lo que sino hay cojín no se podrá aplicar.
El cojín se establece fijando una distancia de carga superior a la necesaria para llenar la cavidad del molde. Si este cojín es demasiado pequeño, puede ocurrir que durante la etapa de mantenimiento el husillo avance hasta el final del cilindro y arrastre todo el material hacia el interior del molde, haciendo que la aplicación de la segunda presión no sea efectiva. Si por el contrario, el cojín es excesivamente grande se puede favorecer la degradación del material, ya que estará durante más tiempo a altas temperaturas y presiones.
Tiempo de inyección.
El tiempo de inyección se relaciona con la velocidad de inyección de manera inversa. Así, tiempos de inyección pequeños implican velocidades muy elevadas. Además, la velocidad de inyección también está relacionada directamente con la presión de inyección. A velocidades muy altas la presión de inyección crece muy rápidamente, a causa de la resistencia al flujo en la boquilla y en la entrada de la cavidad. Con velocidades menores, en cambio, el plástico se va solidificando a medida que se inyecta el material; aumentando la viscosidad y disminuyendo la sección de paso.
En las máquinas hidráulicas la velocidad de inyección, o el tiempo de inyección, se controla mediante el caudal de aceite. De esta forma, el husillo fuerza al material plastificado hacia el interior del molde siguiendo un perfil de velocidades. Normalmente, las velocidades del principio y del final de la etapa de inyección son menores, para tratar más suavemente los elementos de la máquina de inyección y del molde. Otro aspecto a tener en cuenta es la diferencia de temperaturas entre la entrada y el final de la pieza inyectada. Cuando el tiempo de inyección es muy corto, la temperatura, al final del recorrido del plástico inyectado, puede ser mayor que la de inyección; a causa del calentamiento por fricción que sufre el material. Con tiempos elevados las temperaturas suelen ser inferiores; existiendo un tiempo de inyección intermedio, donde se igualan la temperatura de inyección y la de la última zona llenada del molde.
A la hora de fijar las condiciones de operación de un proceso de inyección, es recomendable seleccionar un tiempo de inyección. Esto debe permitir minimizar la presión de inyección y la diferencia de temperaturas, entre la entrada del molde y el final de la pieza inyectada, siempre dentro de unos márgenes de productividad.
Tiempo de mantenimiento.
La duración de la etapa de mantenimiento se conoce como tiempo de mantenimiento y tiene una influencia decisiva. Si este tiempo es demasiado corto el plástico puede salir de la cavidad hacia el sistema de alimentación y la unidad de inyección; con los consiguientes cambios de orientación y disminución de la tenacidad de la pieza, fluctuaciones en el peso, falta de reproducibilidad y una gran variedad de defectos.
Así, en moldes de colada fría, es usual la aplicación de la segunda presión hasta la solidificación de la entrada, cuando ya no puede entrar más material en la cavidad. A partir de entonces ya no tiene sentido seguir aplicando presión de mantenimiento. En este sentido, el tiempo de mantenimiento dependerá directamente de la temperatura de inyección y de la temperatura del molde. Cuando la temperatura del material fundido sea elevada, la entrada del molde permanecerá abierta más tiempo y se deberá aumentar el tiempo de mantenimiento. Por otro lado, si la temperatura de la pared del molde es alta, la pieza enfriará más lentamente y también será necesario un tiempo de mantenimiento superior. Esto se halla en directa relación con el espesor de la entrada del molde.
Tiempo de enfriamiento.
Como ya ha sido mencionado en las etapas del proceso de inyección, el tiempo de enfriamiento del molde comienza en la fase de inyección, cuando el material se solidifica en la pared del molde. Sin embargo, este tiempo de enfriamiento debe prolongarse más allá de la fase de mantenimiento; motivado porque la pieza moldeada o se ha enfriado aún lo suficiente y no posee la estabilidad necesaria para el desmoldeo.
De todas formas, es suficiente que estén frías las regiones externas de la pieza para poder extraerla del molde en condiciones estables sin que ésta se deforme. Así, se consigue acortar el tiempo de ciclo significativamente mejorando la productividad del proceso. Un aspecto decisivo para la economía de un proceso de inyección es el número de piezas producidas por unidad de tiempo, que depende en gran medida del tiempo de enfriamiento y éste, a su vez, varía proporcionalmente en relación con el cuadrado del espesor de la pared de la pieza. Por tanto, no es recomendable inyectar piezas excesivamente gruesas. Además, para que el enfriamiento se produzca de forma homogénea en toda la pieza es mejor que los espesores de ésta sean uniformes.
En general, cuando la pieza permanece en el interior del molde se inhiben mecánicamente por las paredes de la cavidad ciertas contracciones y alabeos, pero a su vez se produce la formación de tensiones residuales dentro de la pieza que pueden ocasionar deformaciones posteriores. Después, al ser expulsada, algunas de estas tensiones provocan deformaciones al no haber restricciones externas.
La diferencia entre las condiciones térmicas entre el interior del molde y el exterior también resulta un aspecto importante. Mientras que en la cavidad la temperatura esta determinada por la temperatura del molde, en el exterior el intercambio de calor se produce por convección y, por tanto, la pieza se enfría más lentamente. Por este motivo, un tiempo de enfriamiento alto implica normalmente una disminución en el grado de contracción.
Para tiempos de enfriamiento más cortos lo que se consigue es, además de reducir el tiempo de ciclo, minimizar las tensiones residuales ya que la pieza sale más caliente del molde y tienen lugar entonces procesos de relajación que reducen estas tensiones, pero en general aumenta las deformaciones.
Tiempo de plastificación.
El tiempo de plastificación o de carga es el tiempo que tarda la máquina en cargar material para la próxima inyectada y será afectado por:
• La temperatura.
• La velocidad de giro del husillo.
• La contrapresión.
• El tipo del material.
Tiempos de movimiento.
Los tiempos de movimiento corresponden a los tiempos:
• De apertura de molde.
• De expulsión.
• De cierre de molde.
Los tiempos de movimiento corresponden a los tiempos:
• De apertura de molde.
• De expulsión.
• De cierre de molde.
Tiempo de ciclo.
El tiempo de ciclo depende, principalmente, de los tiempos de las etapas o fases de:
• Cierre del molde.
• Inyección.
• Enfriamiento de la pieza.
• Apertura del molde y expulsión de la pieza.
El tiempo de ciclo depende, principalmente, de los tiempos de las etapas o fases de:
• Cierre del molde.
• Inyección.
• Enfriamiento de la pieza.
• Apertura del molde y expulsión de la pieza.
De esta manera, la variable más importante en el diseño de una pieza de
plástico es la velocidad de enfriamiento, debido a la gran influencia en
el tiempo de ciclo, y por lo tanto, en los costes de transformación. De
esta manera, el tiempo de enfriamiento ocupa la mayor parte del tiempo
de ciclo y solapa la acción las siguientes fases:
• Inyección: fase de llenado y fase de mantenimiento.
• Plastificación o dosificación.
• Inyección: fase de llenado y fase de mantenimiento.
• Plastificación o dosificación.
Como ya se comentó, el tiempo de enfriamiento depende del tipo de pieza
que se enfría en el molde. No es necesario esperar hasta que toda la
pieza enfríe hasta la temperatura del molde, sin que estén lo
suficientemente enfriadas las regiones externas de la pieza para poderla
extraer del molde en condiciones estables. Con esto se consigue
optimizar el tiempo de producción.
Así el tiempo de enfriamiento y, por tanto, el tiempo de ciclo dependerá principalmente de:
• Temperatura del material fundido.
• Temperatura de la pared del molde.
• Temperatura de expulsión.
• Conductividad térmica del material.
• Calor específico del material.
• Espesor: La parte más gruesa será la última en enfriar dentro del molde, influyendo en el tiempo de enfriamiento.
• Temperatura del material fundido.
• Temperatura de la pared del molde.
• Temperatura de expulsión.
• Conductividad térmica del material.
• Calor específico del material.
• Espesor: La parte más gruesa será la última en enfriar dentro del molde, influyendo en el tiempo de enfriamiento.
Primera presión o presión de inyección.
La presión de inyección durante la fase de llenado ha de ser la suficiente para que se pueda conseguir la velocidad deseada, y, por tanto, el tiempo de inyección deseado. De esta manera, la presión de inyección depende de los mismos factores que la velocidad.
Segunda presión o presión de mantenimiento.
La presión de mantenimiento o segunda presión se aplica una vez ha finalizado la etapa de inyección de material en el molde. El objetivo es completar el llenado del molde y compactar el material del interior de la cavidad para minimizar la contracción que tiene lugar durante su solidificación.
La presión de inyección durante la fase de llenado ha de ser la suficiente para que se pueda conseguir la velocidad deseada, y, por tanto, el tiempo de inyección deseado. De esta manera, la presión de inyección depende de los mismos factores que la velocidad.
Segunda presión o presión de mantenimiento.
La presión de mantenimiento o segunda presión se aplica una vez ha finalizado la etapa de inyección de material en el molde. El objetivo es completar el llenado del molde y compactar el material del interior de la cavidad para minimizar la contracción que tiene lugar durante su solidificación.
El momento del cambio a segunda presión es importante. Si se cambia demasiado pronto, la pieza no queda lo suficientemente compacta y aparecen rechupes, mientras que un cambio demasiado tardío provoca una sobrepresión y la formación de rebabas en la pieza.
Para fijar la presión de mantenimiento con la que se va a trabajar se ha de tener en cuenta que si ésta es demasiado baja o si la duración de esta fase es excesivamente corta pueden aparecer rechupes o vacuolas en la pieza inyectada, de esta manera, las dimensiones de la pieza pueden estar fuera de las tolerancias especificadas o haber reflujos de material plástico no consolidado desde el molde hacia la unidad de plastificación (o incluso no llenar la pieza).
Si la presión de mantenimiento resulta ser demasiado elevada puede producirse una sobrecompactación de la pieza, que implica un aumento de las tensiones residuales, además de una posible disminución de las propiedades mecánicas y aparición de deformaciones en la pieza o alabeos (en general el límite máximo puede situarse en la aparición de rebabas).
En general, se suelen utilizar, como mínimo, presiones de mantenimiento de un 50-70% de la presión de inyección para materiales amorfos y de un 70-100% para materiales semicristalinos.
Contrapresión
La contrapresión en la plastificación frena el retroceso del husillo en la fase de carga. El aumento en los valores de este parámetro afectará directamente a la temperatura del material procesado. De esta forma, al aumentar la contrapresión se tiene que el tiempo de plastificación aumenta, por lo que también lo hará el tiempo de permanencia en la cámara. La compresión sobre el material aumenta, lo que incrementa la temperatura del fundido.
Una primera consecuencia de un aumento en la contrapresión, es que se registra un ligero aumento en la cantidad de material cargado. En si, se recomiendan valores de contrapresión de entre 5 y 10 MPa, ya que si se tienen valores muy bajos, se pueden tener piezas inconsistentes y con poca homogenización del material. Por el contrario, elevados valores de contrapresión ocasionarán un aumento en la contribución de la fricción a la temperatura del fundido, pudiendo degradarse.
La contrapresión en la plastificación frena el retroceso del husillo en la fase de carga. El aumento en los valores de este parámetro afectará directamente a la temperatura del material procesado. De esta forma, al aumentar la contrapresión se tiene que el tiempo de plastificación aumenta, por lo que también lo hará el tiempo de permanencia en la cámara. La compresión sobre el material aumenta, lo que incrementa la temperatura del fundido.
Una primera consecuencia de un aumento en la contrapresión, es que se registra un ligero aumento en la cantidad de material cargado. En si, se recomiendan valores de contrapresión de entre 5 y 10 MPa, ya que si se tienen valores muy bajos, se pueden tener piezas inconsistentes y con poca homogenización del material. Por el contrario, elevados valores de contrapresión ocasionarán un aumento en la contribución de la fricción a la temperatura del fundido, pudiendo degradarse.
En general se pueden seguir dos lineamientos para el establecimiento de la contrapresión:
1. Cuando se utiliza un porcentaje elevado de la capacidad de plastificación de la máquina, se utilizarán valores altos de contrapresión a fin de aumentar la velocidad de plastificación y así conseguir un mayor volumen.
2. Si el porcentaje de utilización de la capacidad de plastificación de la máquina es pequeño, se utilizarán valores de contrapresión bajos, a fin de evitar que el material permanezca por periodos prolongados en la máquina.
1. Cuando se utiliza un porcentaje elevado de la capacidad de plastificación de la máquina, se utilizarán valores altos de contrapresión a fin de aumentar la velocidad de plastificación y así conseguir un mayor volumen.
2. Si el porcentaje de utilización de la capacidad de plastificación de la máquina es pequeño, se utilizarán valores de contrapresión bajos, a fin de evitar que el material permanezca por periodos prolongados en la máquina.
-----------------------------------------------------------------------------------------------------------
Defectos en piezas moldeadas por inyección.
El procesado de los termoplásticos se encuentra cada día con una gran variedad de dificultades de diferente naturaleza. Las piezas moldeadas por inyección se encuentran repetidamente con estos problemas debido principalmente a errores de proceso, lo cual hace que no se cumplan las especificaciones deseadas y se rechace la pieza inyectada, con las consiguientes pérdidas económicas. Es importante, por tanto, conocer cada uno de los problemas y la causa que los provoca.
El procesado de los termoplásticos se encuentra cada día con una gran variedad de dificultades de diferente naturaleza. Las piezas moldeadas por inyección se encuentran repetidamente con estos problemas debido principalmente a errores de proceso, lo cual hace que no se cumplan las especificaciones deseadas y se rechace la pieza inyectada, con las consiguientes pérdidas económicas. Es importante, por tanto, conocer cada uno de los problemas y la causa que los provoca.
Análisis del error.
Todos los defectos de las piezas inyectadas dependen de una causa, que en algunas ocasiones no puede ser directamente reconocida o clasificada. Se puede evitar la repetición de un defecto sólo después de haber diagnosticado y corregido su origen. Por tanto, es de vital importancia la integración del análisis sistemático de los errores y fallos en la producción.
Primero, debe ser reconocido el error. Esto no es problema en el caso de defectos superficiales pero, sin embargo, a veces, varios defectos implican cambios estructurales que no pueden ser detectados simplemente con una inspección visual.
Por esta razón deben introducirse pruebas especiales en el proceso de producción para determinar rápidamente si la pieza que ha salido del molde posee las especificaciones correctas.
El principal objetivo del análisis del error es determinar el fenómeno físico responsable del defecto en concreto. Una vez conocido el antecedente, es fácil introducir las medidas oportunas para eliminar el defecto.
Todos los defectos de las piezas inyectadas dependen de una causa, que en algunas ocasiones no puede ser directamente reconocida o clasificada. Se puede evitar la repetición de un defecto sólo después de haber diagnosticado y corregido su origen. Por tanto, es de vital importancia la integración del análisis sistemático de los errores y fallos en la producción.
Primero, debe ser reconocido el error. Esto no es problema en el caso de defectos superficiales pero, sin embargo, a veces, varios defectos implican cambios estructurales que no pueden ser detectados simplemente con una inspección visual.
Por esta razón deben introducirse pruebas especiales en el proceso de producción para determinar rápidamente si la pieza que ha salido del molde posee las especificaciones correctas.
El principal objetivo del análisis del error es determinar el fenómeno físico responsable del defecto en concreto. Una vez conocido el antecedente, es fácil introducir las medidas oportunas para eliminar el defecto.
Defectos en los moldes.
La mayor parte de quejas debidas a defectos de piezas de inyección de plástico puede ser atribuida a errores triviales del proceso de producción. Sin embargo, hay que decir que los errores estructurales tanto de la pieza inyectada como del molde, son a menudo la razón por la cual el molde no puede conseguir la calidad requerida de la pieza incluso cambiando lo parámetros de proceso.
A continuación se presenta una lista de algunos de los defectos estructurales más comunes, además de la descripción de los errores de proceso, para determinar si el defecto puede ser corregido cambiando los parámetros de proceso o bien si ha de ser modificado el molde.
La mayor parte de quejas debidas a defectos de piezas de inyección de plástico puede ser atribuida a errores triviales del proceso de producción. Sin embargo, hay que decir que los errores estructurales tanto de la pieza inyectada como del molde, son a menudo la razón por la cual el molde no puede conseguir la calidad requerida de la pieza incluso cambiando lo parámetros de proceso.
A continuación se presenta una lista de algunos de los defectos estructurales más comunes, además de la descripción de los errores de proceso, para determinar si el defecto puede ser corregido cambiando los parámetros de proceso o bien si ha de ser modificado el molde.
Defectos más comunes.
El moldeo por inyección es un proceso complicado y puede fallar muchas cosas. Algunos defectos comunes en las partes moldeadas por inyección son los siguientes:
1 Rechupes y vacuolas.
2. Zona mate cerca del punto de colada.
3. Estrías (estrías quemadas, estrías de oxidación, vetas en el material).
4. Pulido no uniforme.
5. Líneas de flujo.
6. Jetting (efecto chorro).
7. Efecto Diesel (áreas quemadas por concentración de gases).
8. Delaminación en capas (pieles).
9. Efecto stick-slip (irisados circulares ó micro alas).
10. Grietas o microgrietas.
11. Grietas de tensiones.
12. Falta de llenado completo de la pieza.
13. Marcas del expulsar.
14. Deformación por la expulsión.
15. Deformación o alabeo (warpage).
16. Material frío.
17. Líneas de ñujo frías.
18. Aire atrapado.
19. Manchas negras.
20. Granza sin fundir.
21. Compactación excesiva.
El moldeo por inyección es un proceso complicado y puede fallar muchas cosas. Algunos defectos comunes en las partes moldeadas por inyección son los siguientes:
1 Rechupes y vacuolas.
2. Zona mate cerca del punto de colada.
3. Estrías (estrías quemadas, estrías de oxidación, vetas en el material).
4. Pulido no uniforme.
5. Líneas de flujo.
6. Jetting (efecto chorro).
7. Efecto Diesel (áreas quemadas por concentración de gases).
8. Delaminación en capas (pieles).
9. Efecto stick-slip (irisados circulares ó micro alas).
10. Grietas o microgrietas.
11. Grietas de tensiones.
12. Falta de llenado completo de la pieza.
13. Marcas del expulsar.
14. Deformación por la expulsión.
15. Deformación o alabeo (warpage).
16. Material frío.
17. Líneas de ñujo frías.
18. Aire atrapado.
19. Manchas negras.
20. Granza sin fundir.
21. Compactación excesiva.
A continuación se explican algunos de los defectos citados
anteriormente, su manifestación en el producto final, sus posibles
causas y sus correcciones Para analizar mejor cada uno de ellos, los
defectos se pueden clasificar como:
• Defectos de superficie
• Defectos de contorno exterior (forma).
• Propiedades mecánicas diferentes.
• Defectos de superficie
• Defectos de contorno exterior (forma).
• Propiedades mecánicas diferentes.
Rechupes (sink marks).
Los rechupes son unos defectos visuales típicos que desvirtúan el aspecto de la pieza inyectada Si no se añade material a la cavidad del molde mientras el plástico se contrae, y si las capas todavía no están suficientemente fuertes debido a una falta de refrigeración, se forman hendiduras entre la pared de la cavidad y la corteza de la pieza. Estas hendiduras son denominadas rechupes, "sink marks", o el efecto "dog-bone"
Los rechupes también se forman incluso después de que la pieza es extraída del molde. Cuando la pieza es extraída se forma una capa rígida exterior. Si la pieza ha sido inyectada demasiado deprisa el núcleo todavía se encuentra en estado líquido El calor contenido en este núcleo debe ser todavía extraído Esto crea un estado tensional que se traduce en contracciones en la parte exterior de la pieza.
Los rechupes son unos defectos visuales típicos que desvirtúan el aspecto de la pieza inyectada Si no se añade material a la cavidad del molde mientras el plástico se contrae, y si las capas todavía no están suficientemente fuertes debido a una falta de refrigeración, se forman hendiduras entre la pared de la cavidad y la corteza de la pieza. Estas hendiduras son denominadas rechupes, "sink marks", o el efecto "dog-bone"
Los rechupes también se forman incluso después de que la pieza es extraída del molde. Cuando la pieza es extraída se forma una capa rígida exterior. Si la pieza ha sido inyectada demasiado deprisa el núcleo todavía se encuentra en estado líquido El calor contenido en este núcleo debe ser todavía extraído Esto crea un estado tensional que se traduce en contracciones en la parte exterior de la pieza.

Para prevenir este defecto deben seguirse los siguientes puntos que
afectan tanto al diseño de la pieza como al diseño del propio molde
evitar diferencias de espesor de las paredes evitar acumulaciones de
material tomar especial atención a la relación grosor-diseño de los
nervios (por ejemplo, radios) asegurar una adecuada refrigeración del
molde el conducto de colada debe ser situado en la pared más gruesa el
conducto de colada debe ser suficientemente grande (área) usar el
bebedero cuando sea posible.
Si el problema ocurre cuando el molde ya está construido, el efecto de los siguientes parámetros sobre los rechupes debería ser examinado más detenidamente.
Si el problema ocurre cuando el molde ya está construido, el efecto de los siguientes parámetros sobre los rechupes debería ser examinado más detenidamente.
• Reducir temperatura de fusión.
• Reducir temperatura de la pared de la cavidad.
• Aumentar velocidad de avance del tornillo.
• Aumentar presión de contención.
• Aumentar tiempo de presión de contención.
• Aumentar volumen de inyección.
• Evitar el uso de desmoldeantes en el molde siempre que sea posible.
Rebaba.
Esto ocurre cuando la fusión de polímero se mete en la superficie de separación entre las partes del molde, también puede ocurrir alrededor de los pernos de eyección. El defecto es causado generalmente por:
1. Venteos y claros muy grandes en el molde.
2. Presión de inyección demasiado alta comparadas con la fuerza de sujeción.
3. Temperatura de fusión demasiado alta.
4. Tamaño excesivo de la carga.
Esto ocurre cuando la fusión de polímero se mete en la superficie de separación entre las partes del molde, también puede ocurrir alrededor de los pernos de eyección. El defecto es causado generalmente por:
1. Venteos y claros muy grandes en el molde.
2. Presión de inyección demasiado alta comparadas con la fuerza de sujeción.
3. Temperatura de fusión demasiado alta.
4. Tamaño excesivo de la carga.
Marcas hundidas y huecos.
Estos son defectos relacionados generalmente con secciones gruesas de la pieza. Una marca hundida ocurre cuando la superficie exterior del molde solidifica, pero la contracción del material interno causa que la costra se deprima por debajo de la superficie nominal.
Un hueco es causa por el mismo fenómeno básico, sin embargo, el material retiene su forma y la contracción se manifiesta como un hueco interno debido al alto esfuerzo a la tensión en el polímero aún fundido. Estos defectos pueden tener su origen en un incremento de la presión de compactación que sigue a la inyección. Una mejor solución es diseñar la parte para tener secciones con espesor uniforme y usando secciones más delgadas.
Líneas de soldadura.
Las líneas de soldadura ocurren cuando la fusión del polímero fluye alrededor de un corazón u otros detalle convexos en la cavidad del molde y se encuentran en la dirección opuesta; los límites así formados se llaman líneas soldadas y pueden tener propiedades mecánicas que son inferiores a las del resto de la parte. Las temperaturas altas de fusión, las presiones altas de inyección, las localizaciones alternas de las puertas en la pieza y una mejor ventilación son formas de evitar este defecto.
Zona mate cerca del punto de colada
La siguiente foto muestra una pieza inyectada con este defecto. Un examen correcto del proceso de llenado del molde y de los esfuerzos generados muestran el origen del defecto.
La siguiente foto muestra una pieza inyectada con este defecto. Un examen correcto del proceso de llenado del molde y de los esfuerzos generados muestran el origen del defecto.

El flujo laminar del plástico fundido sólo puede ser mantenido si la
fricción estática entre la superficie del fluido y la pared de la
cavidad permanece constantemente mayor que la fuerza de cizalla ejercida
entre las capas del fluido.

En este caso la solución es intentar conseguir condiciones más
favorables para la creación de una capa suficientemente fuerte para
resistir la fuerza de cizalla del flujo, mediante la reducción de la
velocidad inicial de inyección. Después puede subirse la velocidad de
inyección con el fin de obtener una velocidad de fusión uniforme.
Estrías (estrías quemadas, estrías de oxidación, vetas en el material)
Las ráfagas, especialmente las debidas a quemaduras, a humedad y a aire, son muy similares, haciendo muy difícil su clasificación, si no imposible. Si el fundido se daña térmicamente por temperaturas demasiado altas y/o tiempos de residencia demasiado largos, se originan productos gaseosos de descomposición, que son visibles en la superficie, por su color parduzco o plateado.

Ráfagas.
Como ya se mencionó anteriormente, las ráfagas tienen un aspecto muy similar a las estrías, sin embargo estas tienen diversas causas.
• La ráfaga aparece periódicamente aparece detrás de secciones estrechas (puntos de cizalla) o cantos vivos del molde.
• La temperatura de la masa está cerca del límite superior del proceso.
• Disminuyendo la velocidad de avance del husillo se obtiene una reducción del defecto.
• La reducción de la temperatura de masa actúa positivamente contra el defecto.
• Largo tiempo de permanencia en la unidad de plastifícación o en la parte delantera del husillo (debido, por ejemplo, a interrupciones en el ciclo de trabajo o a inyecciones de poco volumen).
• Alto contenido de material recuperado o el material ha sido fundido varias veces anteriormente.
• El molde está equipado con colada caliente.
• El molde está equipado con boquilla de válvula.
• Disminuyendo la temperatura de la masa disminuye el defecto.
Como ya se mencionó anteriormente, las ráfagas tienen un aspecto muy similar a las estrías, sin embargo estas tienen diversas causas.
• La ráfaga aparece periódicamente aparece detrás de secciones estrechas (puntos de cizalla) o cantos vivos del molde.
• La temperatura de la masa está cerca del límite superior del proceso.
• Disminuyendo la velocidad de avance del husillo se obtiene una reducción del defecto.
• La reducción de la temperatura de masa actúa positivamente contra el defecto.
• Largo tiempo de permanencia en la unidad de plastifícación o en la parte delantera del husillo (debido, por ejemplo, a interrupciones en el ciclo de trabajo o a inyecciones de poco volumen).
• Alto contenido de material recuperado o el material ha sido fundido varias veces anteriormente.
• El molde está equipado con colada caliente.
• El molde está equipado con boquilla de válvula.
• Disminuyendo la temperatura de la masa disminuye el defecto.
Ráfagas por quemaduras. Son debidas a la degradación térmica de la masa. El resultado puede ser una disminución de la longitud de la cadena molecular (decoloración plateada) o un cambio de la macromolécula (decoloración amarronada). Las posibles causas de la degradación térmica son:
• Presecado a temperatura demasiado alta o durante un tiempo demasiado largo.
• Temperatura de la masa demasiado alta.
• Cizallamiento demasiado alto en la unidad de plastificación (por ejemplo; velocidad del husillo demasiado alta) o en el molde (por ejemplo, velocidad de inyección excesiva).
• Tiempo de permanencia en la unidad plastificación demasiado largo.
Las ráfagas por humedad. Aparecen en la superficie de la
pieza moldeada en forma de colas de cometa. La superficie que rodea las
ráfagas plateadas es, a menudo, porosa y rugosa. Las ráfagas por humedad
debidas a humedad en la superficie del molde, aparecen como zonas
largas, deslustradas y laminadas. Signos de las ráfagas por humedad:
• El material tiene tendencia a absorber humedad (ejemplo. PA, ABS, CA, PBT. PC, PMMA, SAN).
• Cuando al inyectar lentamente “al aire”, el fundido muestra burbujas y/o desprende vapor, el frente de avance solidificado en un llenado parcial muestra estructuras tipo cráter.
• Alto contenido de humedad en el material antes del proceso.
• Alta humedad en el ambiente (especialmente en combinación con moldes y materiales fríos).
• El material tiene tendencia a absorber humedad (ejemplo. PA, ABS, CA, PBT. PC, PMMA, SAN).
• Cuando al inyectar lentamente “al aire”, el fundido muestra burbujas y/o desprende vapor, el frente de avance solidificado en un llenado parcial muestra estructuras tipo cráter.
• Alto contenido de humedad en el material antes del proceso.
• Alta humedad en el ambiente (especialmente en combinación con moldes y materiales fríos).
Ráfagas por aire. En la mayoría de los casos, las ráfagas
de aire aparecen como ráfagas mates, plateadas o blancas que se hallan
cerca de la última zona de llenado, nervios y variación de grosor de las
paredes. Pueden aparecer ráfagas de forma laminar partiendo de la
entrada y también de las depresiones o grabados. A continuación se
explican las posibles causas y soluciones a las ráfagas por aire:
• El defecto disminuye con una menor descompresión.
• El defecto disminuye cuando el husillo avanza más lentamente.
• Se aprecian burbujas en el material inyectado.
• El frente de avance en un llenado parcial muestra estructuras tipo cráter.
• El defecto disminuye cuando el husillo avanza más lentamente.
• Se aprecian burbujas en el material inyectado.
• El frente de avance en un llenado parcial muestra estructuras tipo cráter.
Ráfagas de color. Estas son debidas a una distribución
desigual de los componentes o a distintas orientaciones de los pigmentos
en el flujo del fundido La degradación térmica y las fuertes
deformaciones pueden también dar origen a cambios o diferencias de
color.

Cuando se utilizan materiales reforzados con fibra de vidrio, pueden
aparecer superficies mates o rugosas. Los reflejos metálicos de la fibra
de vidrio aparecen sobre toda la superficie en forma de ráfagas.

Pulido no uniforme.
Si atendemos a la calidad del brillo para evaluar una pieza, podemos encontrarnos con dos defectos:
1. Toda la pieza sea demasiado brillante, (o demasiado poco brillante).
2. Existan diferencias de brillo en la superficie de la pieza
Si atendemos a la calidad del brillo para evaluar una pieza, podemos encontrarnos con dos defectos:
1. Toda la pieza sea demasiado brillante, (o demasiado poco brillante).
2. Existan diferencias de brillo en la superficie de la pieza
Las diferencias de brillo aparecen a menudo por las variaciones de espesor de las paredes en la zona visible de las piezas. El brillo de una pieza moldeada es la apariencia de su superficie, cuando es expuesta a la luz.
Si un rayo de luz incide en la superficie, su dirección cambiará (refracción de la luz). Mientras que una parte de la luz será reflejada por la superficie, la otra parte reflejará dentro de la pieza o la penetrará con distintas intensidades. La impresión de brillo será tanto mejor cuanto menor sea la rugosidad de la superficie. Para ello, debe proyectarse un molde de paredes pulidas al máximo posible, y no un molde de paredes texturizadas o satinadas.
Las diferencias de brillo son el resultado de los distintos comportamientos de proyección del plástico sobre las paredes del molde, a causa de las diferentes condiciones de enfriamiento y diferencias de contracción.
La deformación de las zonas ya enfriadas (debida, por ejemplo, a distorsión durante el enfriamiento en el molde) puede ser otra causa de diferencias del brillo.

Líneas de flujo.
La línea de soldadura en las piezas de plástico representa, en la mayor parte de los casos, un defecto óptico y un debilitamiento mecánico Puede aparecer una muesca y/o cambio de color. Las muescas son particularmente visibles en piezas negras o transparentes, de superficies lisas o muy pulidas Los cambios de color son visibles principalmente en piezas con pigmentos de efecto metálico.
La línea de soldadura en las piezas de plástico representa, en la mayor parte de los casos, un defecto óptico y un debilitamiento mecánico Puede aparecer una muesca y/o cambio de color. Las muescas son particularmente visibles en piezas negras o transparentes, de superficies lisas o muy pulidas Los cambios de color son visibles principalmente en piezas con pigmentos de efecto metálico.

Las líneas de soldadura se originan cuando se encuentran dos o más
frentes de flujo. Los frentes de flujo redondeados de la masa quedan
aplastados y unidos cuando se tocan. Este proceso requiere el
estiramiento del ya muy viscoso flujo. Si la temperatura y la presión no
son lo suficiente altas, las esquinas de los frentes de flujo no se
desarrollarán del todo, apareciendo una muesca. Además, los fluidos ya
no se mezclarán homogéneamente, produciéndose posiblemente una zona más
débil mecánicamente. Si se usan compuestos que contengan aditivos (por
ejemplo, pigmentos de color), es posible que se produzcan fuertes
orientaciones de dichos aditivos cerca de la línea de soldadura. Estas
orientaciones también pueden ser causa de cambios de color cerca de la
línea de soldadura.

Efecto “jetting” (gusanillo)
“Jetting” es la formación de un cordón de plástico fundido que entra en la cavidad del molde desde el conducto de colada, en un movimiento incontrolado.
El cordón fundido hace un mínimo contacto con la pared de la cavidad, extendiéndose en pliegues durante la fase de llenado que después son rodeados por el plástico fundido que entra a continuación. Este fenómeno crea una falta de homogeneidad, deformaciones, tensiones locales internas, etc.
“Jetting” es la formación de un cordón de plástico fundido que entra en la cavidad del molde desde el conducto de colada, en un movimiento incontrolado.
El cordón fundido hace un mínimo contacto con la pared de la cavidad, extendiéndose en pliegues durante la fase de llenado que después son rodeados por el plástico fundido que entra a continuación. Este fenómeno crea una falta de homogeneidad, deformaciones, tensiones locales internas, etc.

La causa física del “jetting” se basa en un insuficiente flujo del
polímero fundido desarrollado en la cavidad. El flujo ideal no se
consigue necesariamente durante la fase de llenado del molde sin las
medidas correctas. Esto es particularmente cierto en puntos donde de
repente el canal se ensancha. Las dificultades de mantener un flujo
correcto se agravan con los cambios bruscos del canal de fusión y con la
velocidad del plástico inyectado.
Las medidas para prevenir este fenómeno dependen de as causas específicas de este efecto Cuando un material fundido de alta viscosidad entra en el espacio vacío de la cavidad, la fuerza de cohesión de materia crea una gran resistencia al extenderse. Esta fuerza cohesiva interna puede ser reducida con un incremento de la temperatura.
Las medidas para prevenir este fenómeno dependen de as causas específicas de este efecto Cuando un material fundido de alta viscosidad entra en el espacio vacío de la cavidad, la fuerza de cohesión de materia crea una gran resistencia al extenderse. Esta fuerza cohesiva interna puede ser reducida con un incremento de la temperatura.

También una reducción del esfuerzo de cizalladura sería de gran ayuda,
reduciendo por ejemplo, la velocidad Otra medida es diseñar la dirección
de inyección de forma que la resistencia del flujo es generada
directamente detrás del conducto de colada. La velocidad inicial de
inyección de la fase de llenado debe ser lenta hasta que la capa de
material fundido ha sido formada Después se pueden utilizar las ventajas
de a alta velocidad de inyección.
Efecto “Diesel”.
Se aprecian unas manchas negras (quemaduras) en la superficie de la pieza moldeada. A menudo las piezas no están totalmente llenas en esas zonas. El efecto diesel es puramente un problema de ventilado o salida de aire. Puede darse cerca de agujeros ciegos, encajes, final de recorrido, y cerca de puntos donde convergen varios frentes de flujo. Ocurre cuando el aire no puede escapar o no se desplaza suficientemente rápido hacia las comisuras, canales de ventilación o expulsores Hacia el final del proceso de inyectado, el aire queda comprimido y sube de temperatura. El resultado son temperaturas muy altas que pueden llegar a la auto ignición del plástico y ser la causa de quemaduras en el material.
Se aprecian unas manchas negras (quemaduras) en la superficie de la pieza moldeada. A menudo las piezas no están totalmente llenas en esas zonas. El efecto diesel es puramente un problema de ventilado o salida de aire. Puede darse cerca de agujeros ciegos, encajes, final de recorrido, y cerca de puntos donde convergen varios frentes de flujo. Ocurre cuando el aire no puede escapar o no se desplaza suficientemente rápido hacia las comisuras, canales de ventilación o expulsores Hacia el final del proceso de inyectado, el aire queda comprimido y sube de temperatura. El resultado son temperaturas muy altas que pueden llegar a la auto ignición del plástico y ser la causa de quemaduras en el material.

Delaminación en capas.
Otro defecto que ocurre en los moldes de inyección es cuando el polímero fundido está sujeto a un esfuerzo de cizalladura excesivo durante la fase de llenado. Este defecto ocurre principalmente en zonas delgadas y largas de la pieza.
La delaminación puede ser eliminada con la reducción de la diferencia de temperatura entre molde y material reducción de los esfuerzos de cizalladura mantener el cilindro de plastificación libre de materia extraña.
Otro defecto que ocurre en los moldes de inyección es cuando el polímero fundido está sujeto a un esfuerzo de cizalladura excesivo durante la fase de llenado. Este defecto ocurre principalmente en zonas delgadas y largas de la pieza.
La delaminación puede ser eliminada con la reducción de la diferencia de temperatura entre molde y material reducción de los esfuerzos de cizalladura mantener el cilindro de plastificación libre de materia extraña.

Es importante añadir que el fenómeno de delaminación suele ocurrir
después de un cierto tiempo de utilización de la pieza. Por esta razón,
una vez realizada la pieza debe analizarse microscópicamente su
estructura interna.
Efecto stick-slip (irisados circulares o micro-alas).
Este defecto superficial recuerda las ranuras de un disco. La razón física de este son las vibraciones elásticas del plástico fundido inyectado. Esto se debe en parte a una velocidad demasiado lenta en conjunción con las paredes de la cavidad, relativamente frías.
Estas ranuras en la pieza inyectada también pueden ser producidas por una falta de presión de inyección. Una baja temperatura del plástico fundido y/o la temperatura del molde en combinación con las dos causas mencionadas anteriormente son a menudo las responsables del efecto “Stick-Slip”

La eliminación del defecto se consigue mediante la corrección de estos parámetros del molde y de la máquina de inyección
Grietas o microgrietas.
Si se utilizan sustancias agresivas (por ejemplo grasa, soluciones alcalinas, etc.) el blanqueo y las roturas por tensión, aparecerán a menudo, sobre todo después de largo tiempo de servicio de la pieza.

Grietas de tensiones.
La coloración blanca por tensión está causada por tensiones tanto internas como externas (por ejemplo: elongación). Las áreas expuestas a la tensión se vuelven de color blanco Las roturas por tensión suelen tener la dirección del desmolde. Muchas veces, las roturas por tensión aparecen varios días o semanas después de la inyección.
La coloración blanca por tensión está causada por tensiones tanto internas como externas (por ejemplo: elongación). Las áreas expuestas a la tensión se vuelven de color blanco Las roturas por tensión suelen tener la dirección del desmolde. Muchas veces, las roturas por tensión aparecen varios días o semanas después de la inyección.

El color blanco y las roturas que se producen a causa de la tensión
tienen lugar cuando se sobrepasa la deformación máxima tolerada (por
ejemplo, por tensión exterior o por deformación). La deformación máxima
depende del tipo de material que se utilice, de la estructura molecular,
del proceso y del clima que rodea a la pieza.
Falta de llenado completo de la pieza.
Igual que en fundición, éste se produce en una pieza que ha solidificado antes de llenar completamente la cavidad. El defecto puede corregidores incrementando la temperatura o la presión. El efecto también pude originarse por el uso de una máquina con capacidad de dosificación insuficiente, en cuyo caso se necesita una máquina más grande.

Una pieza mal llenada puede ser consecuencia de diversas causas que
deberían ser investigadas tal y como se explica a continuación.
• Una cantidad insuficiente de carga de material en el plastificador es la causa típica de una pieza mal llenada.
• Este defecto también ocurre si la temperatura de fusión es demasiado baja.
• Además, una temperatura insuficiente del molde combinada con una velocidad de inyección excesivamente lenta, precipita el enfriamiento del flujo, lo cual impide el llenado de la cavidad.
• Esto también suele ocurrir si la presión de inyección es demasiado baja.
• La máquina de inyectar debe ser en este caso suficientemente potente.
• Unas salidas de aire del molde deficientes facilitan la formación de burbujas de aire en los puntos más lejanos Son, por tanto, necesarias adecuadas salidas de aire para solucionar este problema.
• Si el conducto de colada o su recorrido son demasiado estrechos, el material se enfría antes que la cavidad sea llenada. En este caso, un ensanchamiento de éstos elimina el problema con la reducción del nivel de presión requerido.
• La temperatura de la boquilla es otro factor. Si es demasiado baja resulta un enfriamiento prematuro con el consiguiente llenado incompleto.
• Finalmente, si el defecto no puede ser corregido con las medidas descritas anteriormente, debe ser verificada la válvula antirretorno.
• Aumentar el tiempo de refrigeración.
• Revisar la válvula antirretorno si es necesario.
• Este defecto también ocurre si la temperatura de fusión es demasiado baja.
• Además, una temperatura insuficiente del molde combinada con una velocidad de inyección excesivamente lenta, precipita el enfriamiento del flujo, lo cual impide el llenado de la cavidad.
• Esto también suele ocurrir si la presión de inyección es demasiado baja.
• La máquina de inyectar debe ser en este caso suficientemente potente.
• Unas salidas de aire del molde deficientes facilitan la formación de burbujas de aire en los puntos más lejanos Son, por tanto, necesarias adecuadas salidas de aire para solucionar este problema.
• Si el conducto de colada o su recorrido son demasiado estrechos, el material se enfría antes que la cavidad sea llenada. En este caso, un ensanchamiento de éstos elimina el problema con la reducción del nivel de presión requerido.
• La temperatura de la boquilla es otro factor. Si es demasiado baja resulta un enfriamiento prematuro con el consiguiente llenado incompleto.
• Finalmente, si el defecto no puede ser corregido con las medidas descritas anteriormente, debe ser verificada la válvula antirretorno.
• Aumentar el tiempo de refrigeración.
• Revisar la válvula antirretorno si es necesario.
Se puede añadir una pequeña cantidad de agente espumante para prevenir las contracciones. El tipo y cantidad de agente dependen del tipo de plástico utilizado, y debe de ser determinado separadamente para cada caso particular.
Marcas del expulsor o de la expulsión.
Las marcas de expulsión son depresiones o elevaciones en el lugar correspondiente a la posición de los expulsores visibles en la superficie de las piezas. Estas diferencias de espesor de pared pueden causar diferencias de brillo o depresiones en la superficie visible de la pieza. Las posibles causas son:
• Desmolde prematuro.
• Fuerzas muy fuertes de desmolde debidas a un mal ajuste de la máquina.
• Colocación incorrecta o largo inadecuado del expulsor.
• Mal diseño y dimensionado del molde, de la pieza o del sistema de desmolde.
• Grandes diferencias de temperatura entre el expulsor y la pared del molde.
Las marcas de expulsión son depresiones o elevaciones en el lugar correspondiente a la posición de los expulsores visibles en la superficie de las piezas. Estas diferencias de espesor de pared pueden causar diferencias de brillo o depresiones en la superficie visible de la pieza. Las posibles causas son:
• Desmolde prematuro.
• Fuerzas muy fuertes de desmolde debidas a un mal ajuste de la máquina.
• Colocación incorrecta o largo inadecuado del expulsor.
• Mal diseño y dimensionado del molde, de la pieza o del sistema de desmolde.
• Grandes diferencias de temperatura entre el expulsor y la pared del molde.

Deformación por la expulsión.
Según el grado en que haya sido perjudicada la pieza, hay una clasificación de las marcas de expulsión, roturas, zonas de excesiva tensión y expulsores profundamente hundidos Son criticas las piezas con contrasalidas, que hayan de ser desmoldadas sin piezas móviles (por ejemplo, correderas).
Según el grado en que haya sido perjudicada la pieza, hay una clasificación de las marcas de expulsión, roturas, zonas de excesiva tensión y expulsores profundamente hundidos Son criticas las piezas con contrasalidas, que hayan de ser desmoldadas sin piezas móviles (por ejemplo, correderas).

Deformación o alabeo (warpage).
Las causas físicas de las deformaciones pueden clasificarse de la siguiente forma:
• Las fuerzas necesarias para el desmolde no pueden aplicarse sin dañar la pieza.
• El movimiento de desmolde es obstaculizado en algún punto.
El total de la fuerza de desmolde aplicada es algo crucial y debe, por tanto, mantenerse baja. Además de otros factores, la contracción de la pieza ejerce un impacto directo sobre las fuerzas de desmolde.
Cambiando los parámetros de proceso, puede influirse considerablemente sobre las fuerzas de desmolde y la contracción. Sin embargo, debe tenerse en consideración que la geometría de la pieza moldeada es un factor muy importante a la hora de producirse deformaciones debidas a las fuerzas que se producen en el desmolde.
Las causas físicas de las deformaciones pueden clasificarse de la siguiente forma:
• Las fuerzas necesarias para el desmolde no pueden aplicarse sin dañar la pieza.
• El movimiento de desmolde es obstaculizado en algún punto.
El total de la fuerza de desmolde aplicada es algo crucial y debe, por tanto, mantenerse baja. Además de otros factores, la contracción de la pieza ejerce un impacto directo sobre las fuerzas de desmolde.
Cambiando los parámetros de proceso, puede influirse considerablemente sobre las fuerzas de desmolde y la contracción. Sin embargo, debe tenerse en consideración que la geometría de la pieza moldeada es un factor muy importante a la hora de producirse deformaciones debidas a las fuerzas que se producen en el desmolde.

En general, es conveniente que se produzca una baja contracción en las
piezas de tipo cilíndrico o en forma de caja, ya que dichas piezas
tienden a contraerse contra su núcleo (aumente la presión de
mantenimiento o aumente el tiempo de enfriamiento).
En la proximidad a los nervios la contracción actúa de modo que aumenta la fuerza de desmolde por causa de que los nervios han de ser separados de las paredes del molde (disminuya la presión de mantenimiento o aumente el tiempo de enfriamiento).
En la proximidad a los nervios la contracción actúa de modo que aumenta la fuerza de desmolde por causa de que los nervios han de ser separados de las paredes del molde (disminuya la presión de mantenimiento o aumente el tiempo de enfriamiento).
Material frío.
El fluido frío que sale por la boquilla (también en colada caliente) y que va a parar al interior del molde, puede originar marcas parecidas a las ráfagas del tipo de cola de cometa. Estas pueden aparecer cerca de la entrada o bien esparcirse por toda la pieza.
El fluido frío que sale por la boquilla (también en colada caliente) y que va a parar al interior del molde, puede originar marcas parecidas a las ráfagas del tipo de cola de cometa. Estas pueden aparecer cerca de la entrada o bien esparcirse por toda la pieza.

Cuando se fuerza el recorrido, el material frió también puede ser la
causa de las líneas de soldadura visibles debido a que obligan la masa a
dividirse
Líneas de flujo frías.
La línea de soldadura en las piezas de plástico representa, en la mayor parte de los casos, un defecto óptico y un debilitamiento mecánico Puede aparecer una muesca y/o cambio de color. Las muescas son particularmente visibles en piezas negras o transparentes, de superficies lisas o muy pulidas. Los cambios de color son visibles principalmente en piezas con pigmentos de efecto metálico.

Aire atrapado, huecos y burbujas.
Con sólo modificar ciertos parámetros de proceso de inyección no se evita la formación de huecos. Es más efectivo tener en cuenta ciertas propiedades especificas referentes al material plástico al empezar el diseño tanto de la pieza como del molde.
Con sólo modificar ciertos parámetros de proceso de inyección no se evita la formación de huecos. Es más efectivo tener en cuenta ciertas propiedades especificas referentes al material plástico al empezar el diseño tanto de la pieza como del molde.

• Aumentar la temperatura de fusión.
• Aumentar la temperatura de la pared de la cavidad.
• Aumentar la velocidad de avance del tomillo.
• Aumentar la presión de mantenimiento.
• Aumentar el tiempo de sostenimiento
• Revisar la válvula antirretorno si es necesario.
• Aumentar la temperatura de la pared de la cavidad.
• Aumentar la velocidad de avance del tomillo.
• Aumentar la presión de mantenimiento.
• Aumentar el tiempo de sostenimiento
• Revisar la válvula antirretorno si es necesario.
Manchas negras.
Aparecen unas manchas negras en la superficie de la pieza debidas a degradación térmica del material o a suciedad o desgaste. Hay distintos factores que pueden ocasionar la formación de manchas oscuras o de piezas moteadas Hay diferentes causas, algunas por proceso, el material o con la máquina, aquí mencionamos las más comunes.
Causas relacionadas con el proceso:
• Temperatura de fusión demasiado alta
• Tiempo de residencia en la unidad de plastificado demasiado alto.
• Perfil de temperatura equivocado.
• Fallos en la colada caliente

Causas relacionadas con la máquina:
• La unidad de plastificado está sucia.
• El husillo y el cilindro están gastados.
Causas debidas al polímero o a los tintes:
• Impurezas en el granulo.
• Demasiado material reciclado.
• Tintes / masterbatches no adecuados.
• La unidad de plastificado está sucia.
• El husillo y el cilindro están gastados.
Causas debidas al polímero o a los tintes:
• Impurezas en el granulo.
• Demasiado material reciclado.
• Tintes / masterbatches no adecuados.

Gránulos de materia prima no fundida
Aparecen en zonas débiles de la estructura de la pieza acabada, y son el origen de las grietas. La siguiente foto muestra los infundidos en una microtomía, sacada del fondo de un cubo de agua.

Aparecen en zonas débiles de la estructura de la pieza acabada, y son el origen de las grietas. La siguiente foto muestra los infundidos en una microtomía, sacada del fondo de un cubo de agua.

Este defecto se produce por una falta de temperatura en el cilindro
durante el proceso de plastificación Por tanto, el defecto proviene de
unos parámetros incorrectos de la máquina de inyectar. Los más típicos
son:
• Insuficiente presión de retorno.
• Insuficiente velocidad del tornillo.
• Insuficiente temperatura del cilindro.
• Insuficiente presión de retorno.
• Insuficiente velocidad del tornillo.
• Insuficiente temperatura del cilindro.
Compactación excesiva.
Después de la fase de llenado del molde, estando todavía la mazarota y la entrada a la cavidad en estado fundido, se pasa a la presión de mantenimiento, que es más baja que la de inyección.
La función de esta presión de mantenimiento es la de aportar material por la parte más interna de la pieza, para suplir con ello la reducción de espesor debida a la contracción por enfriamiento.
La presión de mantenimiento es efectiva hasta que se colapsa la entrada a la cavidad por enfriamiento. A partir de este momento no se podrá añadir más material. El enfriamiento de la entrada de la cavidad es función de:
• La temperatura del material.
• La temperatura del molde.
• El tiempo de duración de la presión.
Si se retira la presión antes de tiempo, la pieza no quedará compactada, tendrá menos peso del que cabría esperar. Si se retira la presión de mantenimiento en el momento adecuado, la pieza tendrá el peso correcto.
Si se logra mantener la entrada del material caliente, y la presión durante más tiempo, el material, una vez enfriado, ejercerá tanta presión perpendicular a las paredes del molde que, según sea su geometría, si esta presión se efectúa en sentido perpendicular al eje principal de la máquina podrá llegar a impedir incluso la apertura del molde, y además, dependiendo de la salida que tenga el molde y el texturizado de la pared de la figura podrá producir ralladuras inaceptables.
Aún en el supuesto de que la máquina pueda abrir el molde, la pieza resultará de mayor peso del que estaba calculado con el consiguiente perjuicio económico
Interesante trabajo el que hacéis, y interesante blog sobre moldeo por inyección.
ResponderEliminarGracias por el articulo, mañana tengo una exposición sobre moldes inyección plástico, y me ayudo a prepararla.
ResponderEliminarIncreible articulo, muchas gracias por ampliar el conocimiento de los Moldes de Inyección de plástico
ResponderEliminar