
Filtros de extrusión
En todos los procesos de la extrusión
se acostumbra a usar un elemento denominado por los americanos como
“Breaker-Plate” que traducido a nuestro idioma podría ser platina
perforada o literalmente hablando plato rompedor.

Este elemento se intercala al extremo
del extrusor, entre el tornillo y la boquilla, y consiste, como ya de
había dicho anteriormente, en el disco metálico de acero inoxidable
perforado (con perforaciones circulares de medidas especificadas) el
cual mantiene un paquete de filtros-tamices, mallas o como se llama en
la tecnología: “Screen-Pack”.
El paquete de filtros estaría
arreglado en tal forma que el material en estado fundido penetre
primero, por ejemplo, en el filtro de mallas mas fino y seguidamente en
los filtros de mallas mas gruesas. Otra modalidad alternativa seria la
de intercalara en el paquete de filtros, malla mas fina en el medio.
Finalmente, otra seria la de usar la malla mas gruesa al comienzo, y la
mas fina al fina. Es decir no hay una norma precisa al respecto.

El arreglo de mallas, ilustrado aquí
con mallas finas ubicadas entre las gruesas, del modo normalmente
recomendado, así como la platina que la soporta. Este conjunto funciona
principalmente como un filtro contra el material extraño que puedo haber
entrado en la tolva. También ayuda a aumentar la contrapresión en el
cilindro y de este modo a mejorar el mezclado y la homogenización de la
masa fundida.
Un paquete de filtros (Screen-Pack)
típico podría consistir de mallas 20/40/60. Sin embargo este arreglo
varia de acuerdo al material que se este procesando, del proceso a
realizar y de la longitud del tornillo.
Por ejemplo, para la trasformación del Polietileno
en película se recomienda un “Scree-Pack” relativamente liviano o sea
20/80/20; esto teniendo en cuenta que el “globo” se extruye
verticalmente de una matriz corriente. Mas adelante explicaremos todos
estos términos
Las características del disco metálico
o “Breaker-Plate” y su óptimo uso, se cumple perforando orificios de
1/16” a 1/8” de diámetro, sobre un 30 - 35% del área total del disco,
dispuestos los orificios en forma simétrica.
La cantidad y especificaciones de los tamices depende de la maquina y del tipo y caracteristicas de la resina a trabajar.
Básicamente la función del “Breaker-Plate” y el “Screen-Pack”, consiste en filtrar cualquier material extraño que pude estar presente en el material fundido, pero además tiene las siguientes funciones:
1. Romper
el flujo de material plástico fundido, distribuirlos convenientemente, y
dar un movimiento consistente hacia adelante, con una contrapresión
controlada.
2. Impedir la continuidad de porciones frías de material hasta que tenga la misma plasticidad que el resto del material.
3. Retener, en general, impurezas y en especial “geles” y aglomerados que podrían contaminar el producto final deseado.
4. Controlar la presión desarrollada por el extrusor.
5. Transforma el movimiento helicoidal que le suministra el tornillo al fundir un flujo paralelo mas regular.
A propósito de lo anterior, el arreglo
de las mallas puede influir en la marcha de la extrusión de distintos
modos: Puede, por ejemplo, aumentarse notablemente la contrapresión de
la zona dosificadora, con el uso de un arreglo de mallas finas. Este
efecto de contrapresión ocurre a las temperaturas y presiones mas bajas
que son características de la extrusión de películas sopladas. Una
contrapresión mayor a una velocidad dada del tornillo mejora el mezclado
y el homogenizado, y por lo tanto la calidad de la extrusión, aunque
puede reducir ligeramente la producción. Sin embargo, debe tenerse en
cuenta que al aumentar algo la temperatura de la masa fundida, al usar
un arreglo de malla mas complejo, se aumenta la presión y genera calor
de fricción adicional.
Al aumentar el número de tamices, o la finura de los mismos, se incrementa la fricción del fundido por retención en el cilindro, y por consiguiente la temperatura, incremento que debe ser ajustado con un descenso en el suministro de calor por parte de las resistencias.
A mayor
contrapresión, con una misma velocidad del motor, se incrementa la
mezcla y homogenización de la resina, con la consecuente mejora de la
calidad del producto. Si hay más contrapresión, la producción horaria de
la máquina debe disminuir, situación que podemos corregir incrementado
la velocidad del motor.
Algunas operaciones de extrusión
obliga a un cambio tan frecuente de filtros, que ha exigido que los
fabricantes de maquinaria hayan diseñado un cambio automático de filtros
(Cambia filtros automático). Con un mecanismo de este tipo, es posible
verificar un cambio de filtro en décimas de segundos, automáticamente,
pero su uso básico dependerá de su aplicabilidad, y donde permita el
proceso su inversión. Con este sistema se elimina el penoso trabajo de
cambiar filtros; interrumpir la operación; la perdida de tiempo con esto
conlleva; el desperdicio producido. Si se tiene en cuenta que este
cambio en algunos casos, puede durar de 15 a 30 minutos, y en algunos
casos mas complicados. Nuevas tecnologías incluyen en la maquinaria un
sistema auto-limpiante de filtros lo que no solo permite el cambio
automático de los filtros sino también el reaprovechamiento de los
filtros ocluidos de contaminantes. Estos
equipos, cuentan con dos platos rompedores con filtros. Cuando se
satura de contaminación uno de las mallas filtrantes, se hace pasar una
pequeño flujo del mismo material fundido en contra flujo (purga), lo que
da como resultado la eliminación de los contaminantes; mientras tanto,
el otro filtro permanece en operación. Estos filtros autolimpiantes son
muy útiles cuando de extrudar material muy contaminado (ejemplo:
material reciclado) se trata.
Mallas filtrantes
Las mallas filtrantes para extrusión
están constituidas por hilos metálicos tejidos de trama ajustada,
dependiendo del tipo de trama y diámetro del hilo dependerán su poder
filtrante. Los hilos metálicos pueden estar constituidos de acero
galvanizado, acero al cromo, acero al cromo-níquel, acero al
cromo-níquel-molibdeno, titanio, etc.

Las formas de las mallas filtrantes
son muy variadas y dependerán de la forma del plato rompedor, como así
también, existen tiras o rollos de malla filtrante utilizados como
filtros continuos que se van corriendo a medida que se va obturando con
los contaminantes.
 |
| Cono filtrante con borde comprimido |
 |
| Tiras filtrantes para la filtración sin fin |
 |
| Filtro para extrusión plisado con borde comprimido |
 |
| Filtro para extrusión trapezoidal con borde comprimido |
En el comercio se encuentran pack de mallas filtrantes sujetos por soldadura de punto, aro de aluminio o compresión.
Los filtros para extrusión con
compresión del borde constan de varias capas de tela metálica,
prácticamente libres de poros en el perímetro exterior gracias a la
compresión. De este modo se evita eficazmente la fuga horizontal de la
masa fundida dentro de la capa filtrante.
 |
| Compresión del borde |
Trama de la malla
Existen varias tipos de formas de
mallas, siendo las más utilizadas en extrusión las mallas cerradas del
tipo reps. Eventualmente, en algunas ocasiones se utilizan mallas
cuadradas como soportes de las mallas cerradas
 |
| Malla cuadrada |
 |
| Malla alargada en largo |
 |
| Malla alargada en ancho |
 |
| Malla cerrada, tela filtrante (reps) |
Reps filtrantes
Los reps son mallas que presenta una
trama muy cerrada y capaz de soportar presiones muy elevadas, tales como
las utilizadas durante el proceso de extrusión. Los tipos de reps más
comunes son: SPW reps liso, SPW con alambres de urdimbre dobles, HIFLO
con elevada capacidad de filtración, DTW reps asargado, BMT ZZ tejido
especial, RPD reps panzer liso invertido y asargado.
Single Plain Dutch Weave (SPW). Reps liso.
En la tela, los alambres de trama
están estrechamente ligados unos a otros. La suma del diámetro de los
alambres de trama antes de tejer es 6% superior al valor total de los
mismos, una vez tejidos, debido a la deformación que sufren.

Los tejidos reps SPW también pueden
tejerse con alambres de urdimbre múltiples, yuxtapuestos paralelamente.
De este modo se mejora la finura de filtración.
Mesh
|
Finura de filtración
|
Finura de filtración
|
Carga de rotura
|
Peso
|
Grueso de la tela
| |
nominal
|
absoluta
|
urdimbre
|
trama
| |||
µm
|
µm
|
N
|
N
|
kg/m2
|
mm
| |
80x300
|
25
|
32-36
|
330
|
460
|
0,98
|
0,25
|
80x400
|
36
|
36-45
|
310
|
430
|
0,82
|
0,23
|
2/50x250
|
30
|
42-48
|
310
|
670
|
1,15
|
0,31
|
50x250
|
40
|
56-63
|
310
|
640
|
1,00
|
0,32
|
50x280
|
45
|
71-75
|
310
|
680
|
1,00
|
0,32
|
40x200
|
56
|
75-80
|
320
|
730
|
1,30
|
0,40
|
30x150
|
63
|
100-112
|
420
|
870
|
1,60
|
0,50
|
24x110
|
80
|
112-125
|
930
|
1600
|
2,70
|
0,67
|
22x140
|
140-170
|
570
|
980
|
2,10
|
0,66
| |
20x160
|
160-180
|
300
|
870
|
1,55
|
0,50
| |
20x150
|
170-190
|
260
|
1100
|
1,60
|
0,55
| |
16x120
|
200-210
|
280
|
1320
|
1,95
|
0,64
| |
14x110
|
220-240
|
390
|
1500
|
2,15
|
0,72
| |
12x 95
|
240-260
|
330
|
1440
|
2,30
|
0,79
| |
14x 88
|
280-300
|
640
|
1650
|
3,15
|
0,76
| |
10x 90
|
270-290
|
510
|
1750
|
2,50
|
0,93
| |
12x 64
|
280-300
|
750
|
2620
|
4,10
|
1,21
| |
8x 85
|
330-350
|
400
|
2100
|
2,50
|
0,93
| |
Datos aclaratorios:
Los
datos indicados se basan en valores aproximados. La capacidad de
filtración efectiva depende de las condiciones de utilización.
Carga de rotura en newtons (N) en una muestra de tela de 10 mm de ancho, 100 mm de largo libre entre mordazas.
Peso kg/m2 del acero fino inoxidable 1.4301
Dutch Twilled Weave (DTW). Reps asargado.
Los alambres de trama están asargados y
tejidos estrechamente. Así, por un punto del alambre de urdimbre pasa
un alambre de trama por encima y otro por debajo.
La suma del diámetro de los alambres de trama antes de tejer es de un 5 a un 15% mayor que el doble de la longitud de la tela una vez estos han sido tejidos. Con un diámetro de alambre idéntico, el reps DTW tiene el doble de alambres de trama que el SPW en tejido liso. Las telas de reps SPW también pueden tejerse con alambres de urdimbre múltiples, con lo que se mejora la finura de filtración.
La suma del diámetro de los alambres de trama antes de tejer es de un 5 a un 15% mayor que el doble de la longitud de la tela una vez estos han sido tejidos. Con un diámetro de alambre idéntico, el reps DTW tiene el doble de alambres de trama que el SPW en tejido liso. Las telas de reps SPW también pueden tejerse con alambres de urdimbre múltiples, con lo que se mejora la finura de filtración.

Mesh
|
Finura de filtración
|
Finura de filtración
|
Carga de rotura
|
Peso
|
Grueso de la tela
| |
nominal
|
absoluta
|
urdimbre
|
trama
| |||
µm
|
µm
|
N
|
N
|
kg/m2
|
mm
| |
425x2800
|
< 1
|
5-6
|
75
|
335
|
0,36
|
0,06
|
375x2300
|
1
|
6-7
|
150
|
320
|
0,39
|
0,08
|
325x2300
|
2
|
7-8
|
140
|
330
|
0,47
|
0,09
|
260x1550
|
3
|
8-10
|
200
|
420
|
0,68
|
0,12
|
250x1400
|
4
|
11-12
|
190
|
480
|
0,68
|
0,12
|
200x1400
|
5
|
11-13
|
220
|
480
|
0,75
|
0,14
|
130x 700
|
8
|
13-15
|
390
|
640
|
1,60
|
0,28
|
200x1120
|
9
|
15-17
|
240
|
600
|
0,95
|
0,16
|
165x1400
|
10
|
15-18
|
200
|
510
|
0,70
|
0,15
|
165x1100
|
12
|
20-21
|
220
|
620
|
0,90
|
0,16
|
80x 700
|
25
|
34-36
|
210
|
860
|
1,20
|
0,26
|
40x 560
|
50
|
71-80
|
240
|
1300
|
1,70
|
0,39
|
30x 360
|
80
|
95-106
|
560
|
1650
|
2,60
|
0,54
|
30x 250
|
100-112
|
520
|
2340
|
3,20
|
0,65
| |
20x 260
|
100-120
|
290
|
2200
|
3,10
|
0,67
| |
40x 560
|
106-112
|
550
|
1420
|
1,95
|
0,46
| |
24x 300
|
112-118
|
390
|
2040
|
2,85
|
0,63
| |
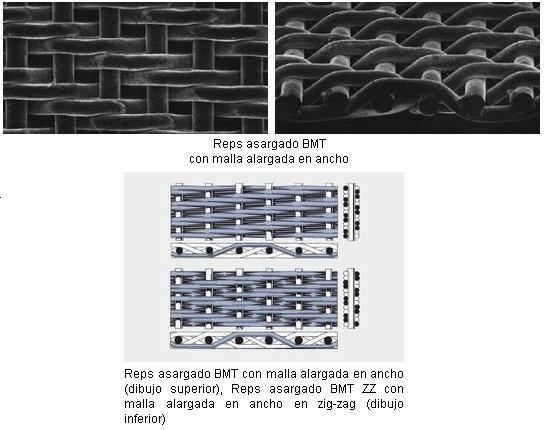
Broad Mesh Twilled Dutch Weave (BMT). Reps asargado con malla alargada en ancho.
Broad Mesh Twilled Dutch Weave, Zig-Zag (BMT-ZZ). Reps asargado con malla alargada en ancho en zig-zag.
En los reps BMT, los alambres de trama
no están tan estrechamente tejidos, sino que, colocados uno junto a
otro, mantienen una cierta separación. Así, el número de mesh en la
trama y la finura de filtración varían periódicamente en un intervalo
dado.
BMT-ZZ está tejido como BMT, pero a
través de unos cambios especiales en la sucesión de ligamentos garantiza
un mayor grado de exactitud y regularidad de mallas.
Mesh
|
Finura de filtración
|
Finura de filtración
|
Carga de rotura
|
Peso
|
Grueso de la tela
| |
nominal
|
absoluta
|
urdimbre
|
trama
| |||
µm
|
µm
|
N
|
N
|
kg/m2
|
mm
| |
325x1900
|
6
|
6-8
|
135
|
195
|
0,43
|
0,09
|
325x1600
|
8
|
10-12
|
120
|
245
|
0,45
|
0,09
|
250x1250
|
12
|
13-15
|
200
|
350
|
0.64
|
0,12
|
200x1200
|
14
|
20-22
|
240
|
420
|
0,71
|
0,14
|
200x 900
|
16
|
22-24
|
160
|
460
|
0,64
|
0,14
|
200x 900
|
16
|
22-24
|
195
|
440
|
0,64
|
0,15
|
165x 800
|
15
|
24-28
|
200
|
430
|
0,71
|
0,16
|
165x 800
|
15
|
24-28
|
205
|
350
|
0,71
|
0,17
|
200x 600
|
20
|
28-32
|
170
|
290
|
0,50
|
0,15
|
200x 600
|
20
|
28-32
|
105
|
180
|
0,50
|
0,14
|
120x 600
|
28
|
38-42
|
270
|
450
|
0,90
|
0,23
|
120x 400
|
32
|
48-53
|
290
|
400
|
0,75
|
0,24
|
Reverse Plain Dutch Weave (RPD). Reps panzer.
Twilled Reverse Dutch Weave (TRD). Reps panzer asargado.
RPD tiene los alambres de urdimbre
tejidos muy estrechamente y de diámetro más pequeño que los de trama,
que son muy gruesos. Representación del llamado "reps invertido".
TRD es igualmente un tipo de reps
panzer pero asargado. Los alambres de urdimbre están colocados como los
de RPD, pero los de trama están tejidos de forma asargada a fin de no
deformar en exceso los de urdimbre.

Mesh
|
Finura de filtración
|
Finura de filtración
|
Carga de rotura
|
Peso
|
Grueso de la tela
| |
nominal
|
absoluta
|
urdimbre
|
trama
| |||
µm
|
µm
|
N
|
N
|
kg/m2
|
mm
| |
720x150
|
15
|
16- 20
|
240
|
400
|
0,65
|
0,15
|
630x130
|
17
|
20- 24
|
210
|
480
|
0,85
|
0,22
|
600x100
|
25
|
34- 38
|
205
|
425
|
0,80
|
0,23
|
290x 75
|
40
|
53- 58
|
540
|
700
|
1,55
|
0,40
|
175x 50
|
60
|
67- 75
|
570
|
1200
|
2,40
|
0,57
|
400x120
|
75
|
75- 80
|
360
|
230
|
0,73
|
0,24
|
130x 35
|
80
|
95-105
|
860
|
1250
|
3,10
|
0,77
|
175x 37
|
85
|
100-106
|
780
|
720
|
2,10
|
0,57
|
170x 40
|
90
|
106-118
|
890
|
770
|
2,10
|
0,57
|
260x 40
|
125
|
112-125
|
2220
|
580
|
2,25
|
0,62
|
84x 14
|
450-530
|
1630
|
1160
|
3,50
|
1,15
| |
132x 17
|
400-450
|
4500
|
760
|
4,65
|
1,35
| |
80x 14
|
560-630
|
1550
|
1160
|
3,40
|
1,18
| |
72x 15
|
500-600
|
5330
|
810
|
6,35
|
1,85
| |
High Flow Filter Weave (Hiflo). Reps con elevada capacidad de filtración.
Los alambres de trama son mucho más
finos que los de urdimbre y están estrechamente tejidos. Así aumenta de
forma considerable el paso libre en los cortes transversales, en
comparación con otros tipos de tejido

Mesh
|
Finura de filtración
|
Finura de filtración
|
Carga de rotura
|
Peso
|
Grueso de la tela
| |
nominal
|
absoluta
|
urdimbre
|
trama
| |||
µm
|
µm
|
N
|
N
|
kg/m2
|
mm
| |
165x1100
|
19-20
|
088
|
137
|
0,29
|
0,09
| |
80x1020
|
22-25
|
160
|
251
|
0,49
|
0,17
| |
80x0820
|
28-30
|
152
|
182
|
0,41
|
0,16
| |
80x0700
|
34-36
|
251
|
204
|
0,60
|
0,21
| |
80x0525
|
38-40
|
182
|
270
|
0,53
|
0,19
| |
70x0450
|
42-45
|
329
|
345
|
0,80
|
0,24
| |
53x0480
|
48-50
|
188
|
296
|
0,72
|
0,25
| |
53x0380
|
67-70
|
200
|
335
|
0,82
|
0,26
| |
Medición de mallas metálicas
Diámetro del Alambre
El diámetro del alambre tras el tejido puede determinarse aplicando los siguientes métodos:
1.- midiendo alambres extraídos de la tela (por ejemplo, mediante un palmer / micrométrico);
2.- midiendo los alambres en la tela, siempre y cuando se disponga del espacio suficiente para el instrumento de medición.
La tolerancia que tenía el alambre
antes del proceso de tejido ya no puede determinarse en estado tejido,
debido a la acusada deformación. No obstante, el diámetro del alambre
nominal procesado puede calcularse aplicando la fórmula de peso empírica
(ver columna peso en tablas de las mallas).
 |
| Palmer/micrométrico para la medición del diámetro del alambre |
Luz de malla (método de campo de medición)
En este método simplificado se
determina el número de mallas (p) en una longitud concreta (L). Esta
longitud se divide por el número de mallas, obteniéndose el promedio de
las mallas. Al restar a este promedio el diámetro del alambre (d), se
obtiene la luz de malla (w).
 |
| Calibre (pie de rey) para medir luces de malla por encima de 4 mm, también para diámetros de alambre con luces de malla por encima de 10 mm |
Para determinar el promedio aritmético
de la luz de malla, es preciso medir tantas mallas como sea necesario a
fin de obtener un valor estadístico fiable.
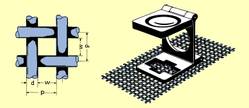 |
| Campo de medición de longitud fija, por ejemplo, cuentahilos, para luces de malla con tamaño inferior a 1 mm |
En caso de luces de malla con un
tamaño de entre 16 y 1 mm, deben contarse 10 mallas; en caso de luces de
malla con un tamaño inferior, hasta un mínimo de 0,1 mm, deben contarse
20 mallas.
 |
| Campo de medición de longitud fija, para luces de malla con un tamaño de 1 a 16 mm |
No hay comentarios:
Publicar un comentario